Egenskaper, typer og bruk av nagler

Eksosnitter er ganske vanlig festemateriale og er mye brukt på mange områder av menneskelig aktivitet. Delene har erstattet de utdaterte metoder for rivning og er godt i bruk.
avtale
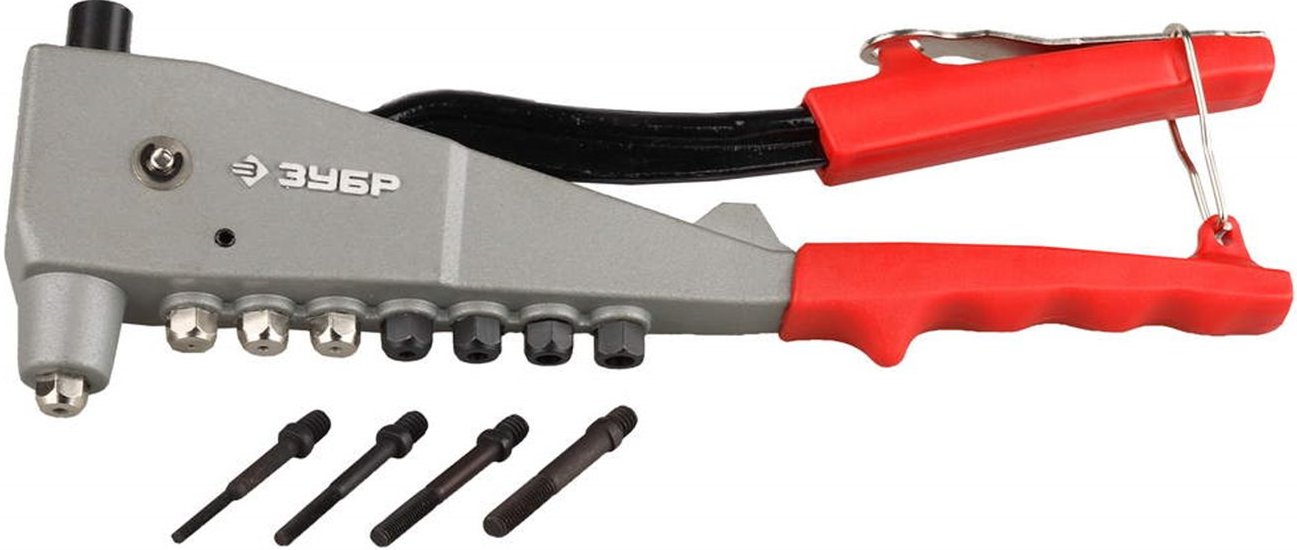
Nitlene brukes til å bli med i arkmaterialet og krever tilgang til arbeidsflaten bare fra en side. Dette er en av deres viktigste forskjeller fra de tradisjonelle "hammer" -modellene. Montering av nagler gjøres i boret hull ved hjelp av et spesielt verktøy, som kan være enten manuell eller pneumatisk. Tilkoblinger laget med eksosnitter er meget sterke og holdbare. I tillegg er deler enkle å installere og er svært motstandsdyktig mot de aggressive effektene av kjemikalier, høye temperaturer og fuktighet.


På grunn av sin allsidighet og pålitelighet er anvendelsesområdet for nagler ganske omfattende. Deler brukes aktivt i skipsbygging, flyteknikk og maskinteknikk, tekstilindustri og konstruksjon. Når du jobber med objekter med økt fare, virker nitter som et alternativ til sveisearter. I tillegg er nagler mye brukt til reparasjon av deler og mekanismer på vanskelige steder og brannfarlige gjenstander. I tillegg til koblingselementer av jernholdige og ikke-jernholdige metaller, kan eksosnitterene koble til plast og tekstiler i enhver kombinasjon. Dette tillater dem å bli mye brukt i elektriske verk og aktivt brukt i produksjon av klær, tekstil forbruksvarer og tanker.



Fordeler og ulemper
Høy forbrukernes etterspørsel etter eksosnitter på grunn av nær ubestridelige fordeler av denne maskinvaren.
- Enkel installasjon på grunn av at du bare trenger tilgang til tilkoblingen på forsiden. Dette skiller fordelaktig denne maskinvaren fra gjengede muttere, noe som krever tilgang fra begge sider for installasjon. I tillegg har de gjengede festene en tendens til å løsne seg over tid og løsne forbindelsen.
- Den lave prisen på eksosnitter gjør det mulig å skape en pålitelig og holdbar feste uten å spare på materiale.

- Et bredt spekter av størrelser letter tilrettelegging av festemidler.
- Evnen til å kombinere materialer med forskjellig struktur og egenskaper utvider omfanget av bruken av maskinvare.
- Høy styrke og holdbar tilkobling. Ved overholdelse av regler for installasjon og forsiktig bruk, er levetiden til nagler lik, og noen ganger overskrider levetiden til de festede delene.

Ulempene inkluderer behovet for forboring, feiljustering av tilkoblingen og anvendelse av betydelig innsats ved rivning for hånd. I tillegg har modellene en engangsformål og kan ikke gjenbrukes.
Produksjonsmaterialer
Et stort utvalg av materialer brukes som råmateriale for eksosnitter. Dette tillater bruken av maskinvare i nesten alle typer bygg- og reparasjonsarbeid. For fremstilling av nagler bruker en rekke materialer, som hver har sine egne styrker og svakheter og bestemmer stedet for installasjon av fremtidige produkter.


aluminium
Bruk ofte anodisert eller lakkert modifikasjon. Aluminiumnitter er lette og lave kostnader, men når det gjelder styrke, er de noe dårligere enn stålmodeller.Produktene brukes til liming av lette metaller, plast og er mye brukt i elektroteknikk.
Rustfritt stål
Brukes også i flere modifikasjoner. Merket er merket A-2 betraktet som en av de mest rustfrie og brukes til montering av deler ved utendørs arbeid. Mens A-4 ikke har like stor motstand mot surt miljø og er mye brukt i kjemisk industri.



Galvanisert stål
Den har høye anti-korrosjonsegenskaper og gir en pålitelig tilkobling. Men hvis en av elementene som skal knyttes sammen, beveger seg galvaniserte deler raskt.
Kobberlegeringer
Mye brukt til fremstilling av nagler. Den mest populære er Monel - en legering bestående av 30% kobber og 70% nikkel. Noen ganger blir bronse brukt som en stang i kobbermodeller. Ulempen med kobberelementer er deres høye kostnader og risikoen for grønn plakett under oksidasjon.



polyamid
Brukes til fremstilling av nagler brukt i lett industri og skreddersy. Materialet har ingen spesiell styrke, men det kan males i hvilken som helst farge og ser bra ut på produktene.
Optimalt sett bør alle nitteelementer være laget av samme materiale. Ellers øker risikoen for galvaniske prosesser, der det mer aktive metallet ødelegger de svakere. Prinsippet om kompatibilitet må styres ved valg av maskinvare for visse materialer. For eksempel, en meget uønsket kobling av kobber og aluminium, mens kobber oppfører seg ganske vennlig med andre metaller.



typer
Type maskinvare er valgt i samsvar med kravene til tilkoblingen. På grunn av det faktum at det moderne markedet for festemidler presenterer eksosnitter i et bredt spekter, er det enkelt å velge riktig element. Avhengig av operasjonelle egenskaper, er maskinvaren delt inn i flere typer.
- Kombinert modell regnet som den vanligste typen. Maskinvare er i stand til å gi permanent forbindelse av spesielt faste deler utsatt for mekaniske, vekt- og vibrasjonsbelastninger.


- Hermetiske modeller har en ganske smal spesialisering og er mye brukt i skipsbyggingsindustrien. Design-funksjonen til de blinde modellene er en forseglet ende av stangen. Produktene kan være laget av rustfritt stål, kobber og aluminium.
- Multi-klemme modeller De har flere rasklopochnyh nettsteder og er installert i bevegelige strukturer når du må koble tre eller flere elementer. Et slikt nettsted ligger mellom to tilstøtende elementer, og installasjonen utføres ved hjelp av en luftpistol.




I tillegg til tradisjonelle modeller, er det forsterkede versjoner av nagler, hvor produksjonen bruker et mer holdbart materiale med tykkede vegger.
Typiske størrelser
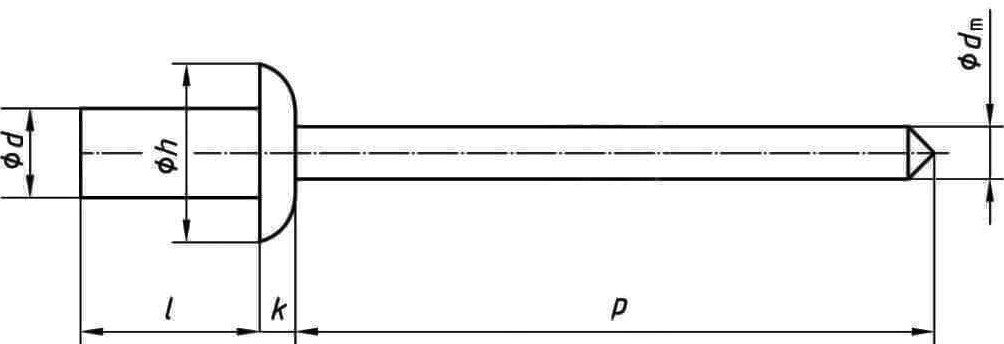
I henhold til GOST 10299 80-form er dimensjonene og diametrene til hodenees hoder og hylser strengt regulert. Dette gjør det mulig å systematisere bruken av maskinvare, samt forenkle beregningen av parametrene til deler og nøyaktig bestemme nummeret sitt. Påliteligheten og holdbarheten av tilkoblingen avhenger av hvor riktig beregningene vil være. En av hovedparametrene av nagler er deres lengde, som kan beregnes ved hjelp av følgende formel: L = S + 1.2d, hvor S er summen av tykkelsen på elementene som skal slås sammen, d er nittenes diameter og L er den nødvendige lengden på maskinvaren.
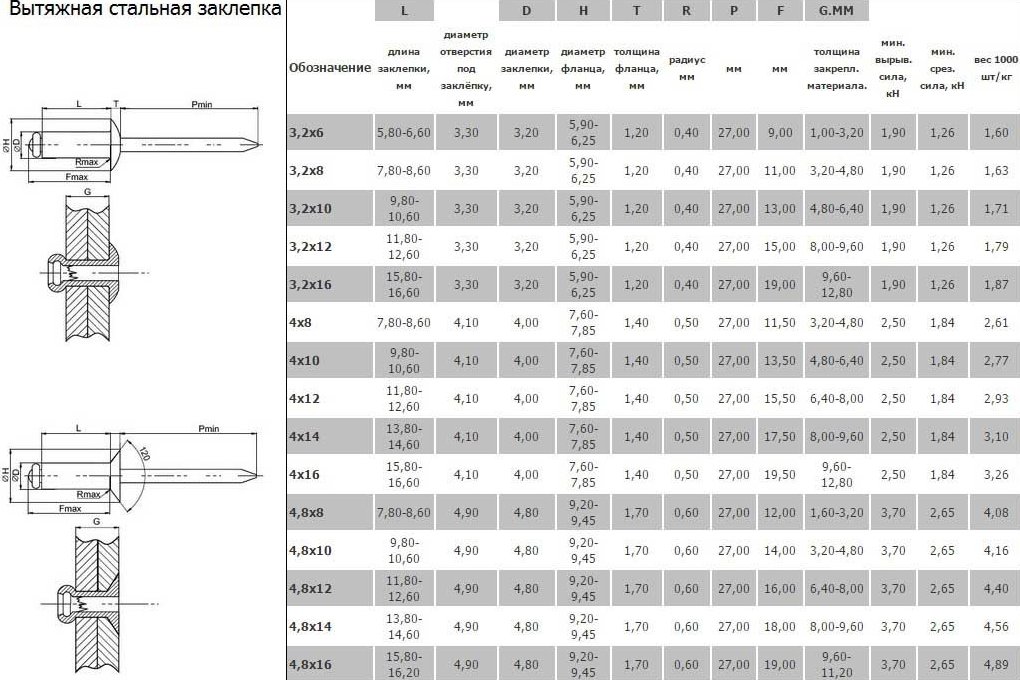
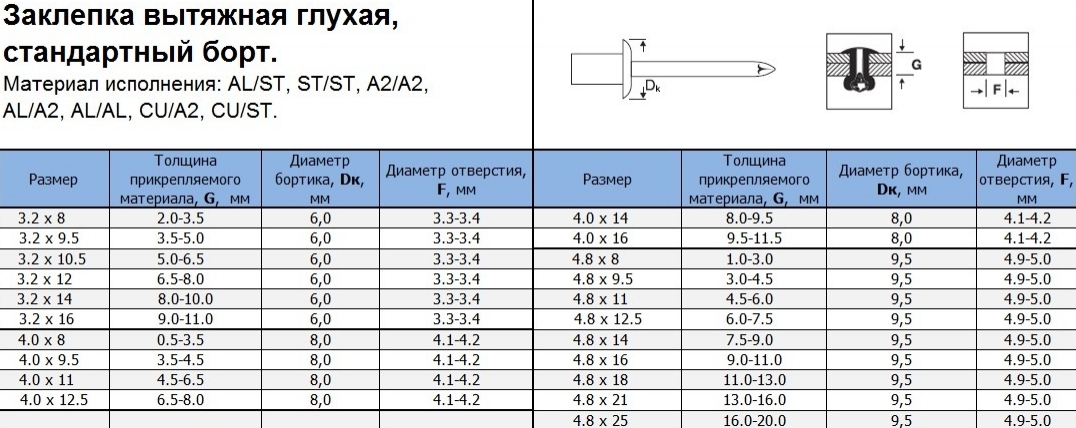
Nitte diameter er valgt med 0,1-0,2 mm mindre enn det borede hullet. Dette lar deg fritt plassere delen i hullet, og ved å justere plasseringen, nitte. Typiske diametre av eksosnitter er 6, 6,4, 5, 4,8, 4, 3,2, 3 og 2,4 mm. Lengden på naglene varierer fra 6 til 45 mm, noe som er ganske nok for å bli med materialer med en total tykkelse på 1,3 til 17,3 mm.
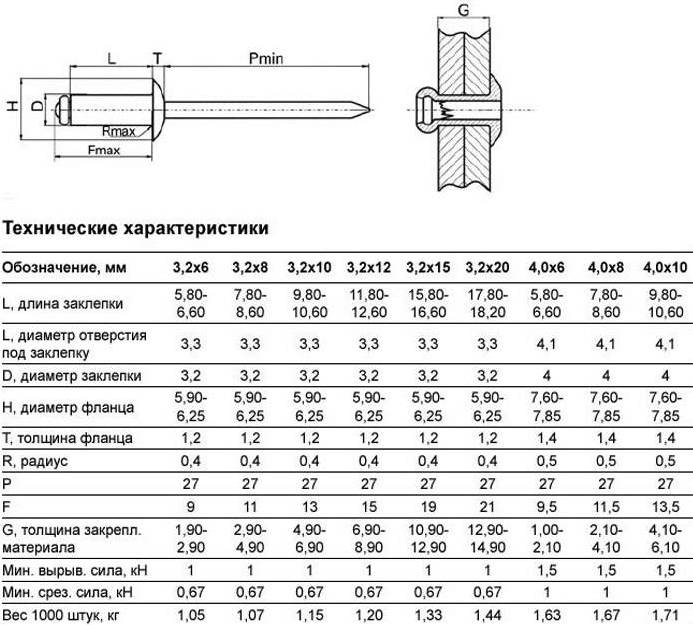
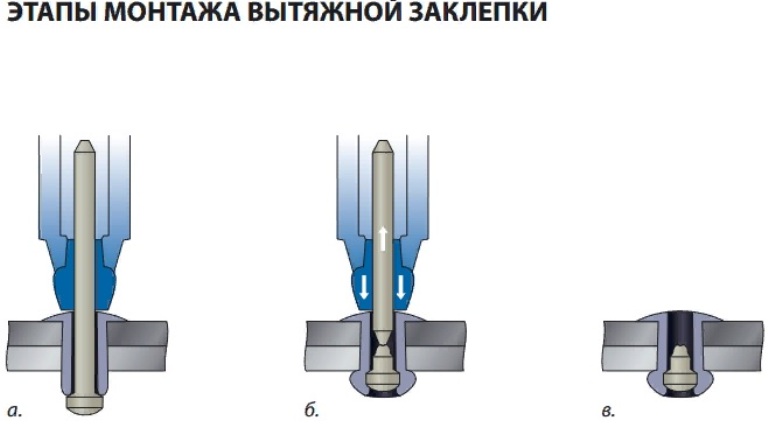
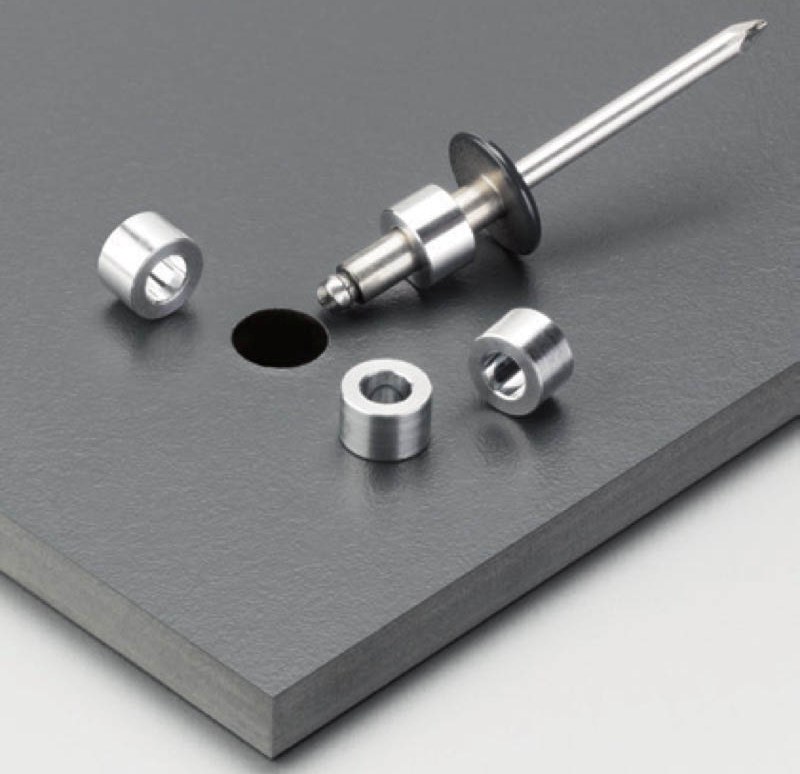
Design og prinsipp for drift
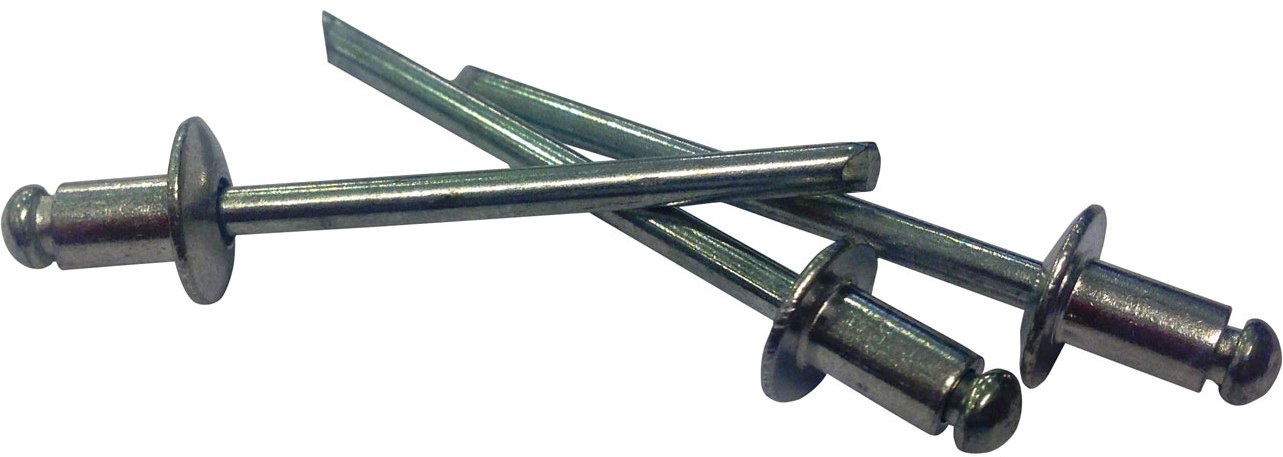
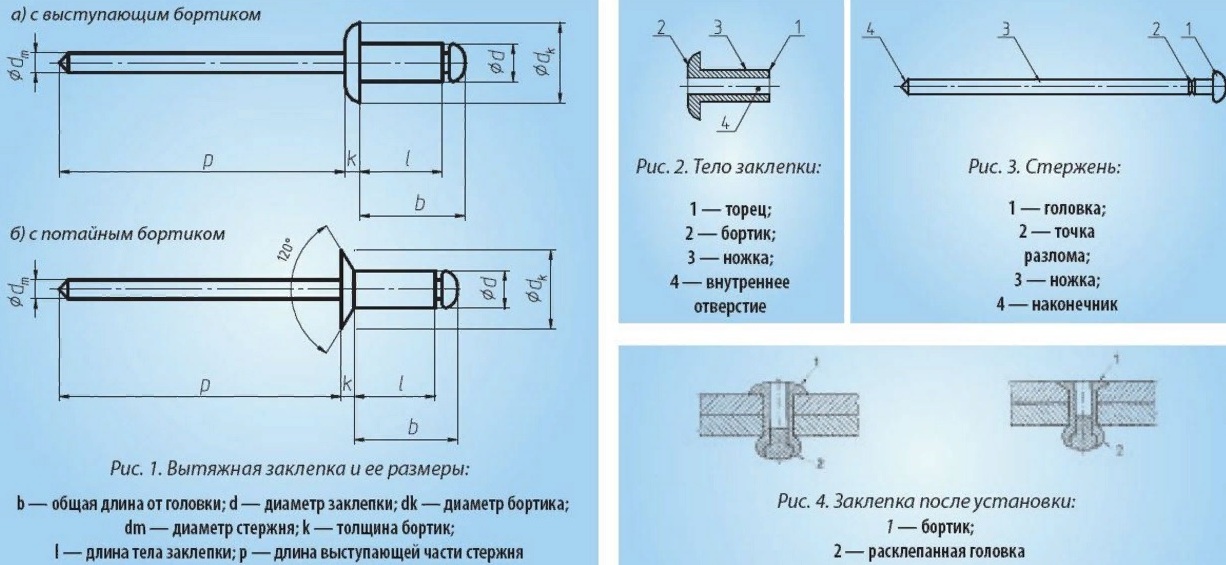
Eksosnitter er produsert i henhold til DIN7337 og styres av GOST R ICO 15973. Strukturelt består delene av to elementer: kropp og stang. Kroppen består av et hode, en ermet, en sylinder og anses å være hovedelementet i nitten, som utfører en festende funksjon. Noen maskinvare har en sylindrisk base forseglet tett. Kroppens hode kan utstyres med høy, bred eller skjult kant.
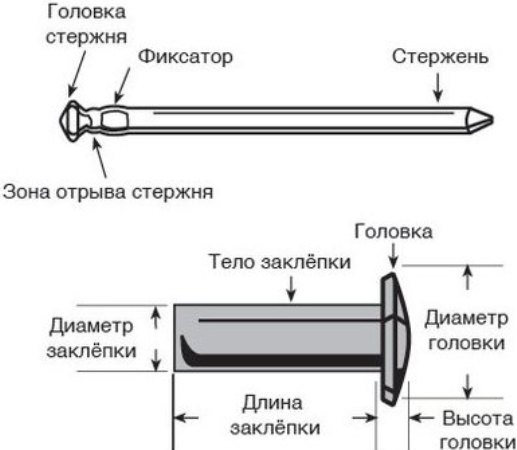
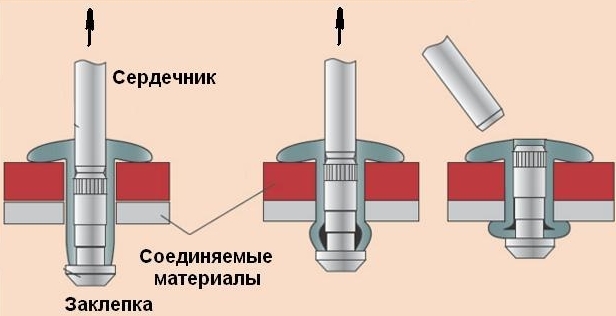
De to første - gir den mest pålitelige tilkoblingen, men på forsiden vil det være tydelig synlig. Hemmeligheten er ikke preget av slike høye pålitelighetsgrader som høy og bred, men brukes også mye i konstruksjon og reparasjon. Dette skyldes at høyden på blindefeltens hode ikke overstiger 1 mm, noe som gjør at maskinvaren nesten er umerkelig på de festede flatene. Stangen (kjerne) er en like viktig del av nitten og ser ut som en negl. På den øvre delen av elementet er det et hode og en holder med en separasjonssone som befinner seg mellom dem, langs hvilken stangen brytes av under installasjonen.


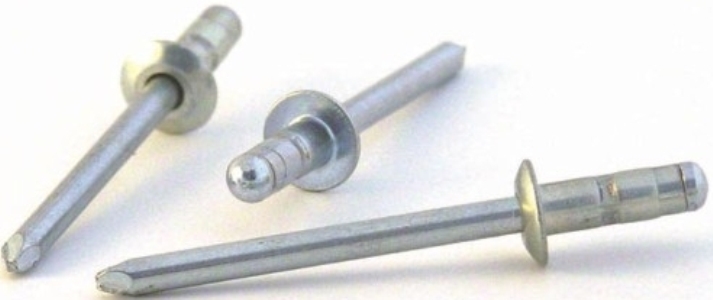
Eksosnitter er tilgjengelige i forskjellige størrelser. Den numeriske verdien av merkingen av maskinvaren betyr sylinderens diameter og dens lengde. Derfor er dimensjonene avgjørende når man velger festemidler. Begge verdiene er angitt med "x" -tegnet, og foran dem er det skrevet hvilken legering sylinderen er laget av. AlMg 2.5 4x8 markeringen vil altså indikere at maskinvaren er laget av en magnesium-aluminiumslegering, sylinderens ytre diameter er 4 mm, og lengden er 8 mm. Nitestangen er laget av stål og tjener til å unravele skjøten, når den er installert, blir den trukket ut og ødelagt ved hjelp av en pneumatisk riveter eller tang.

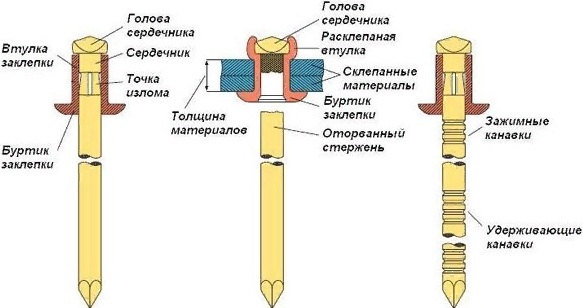
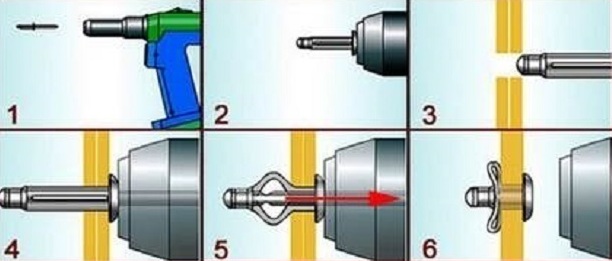
Avgassneten fungerer ganske enkelt: En maskinvare settes inn i et gjennomgående hull, forboret i begge arkene. Deretter støter svampen til et luftgarn mot nittefeltet, klemmer stangen og begynner å trekke den gjennom kroppen. I dette tilfellet deformerer stanghodet kroppen og strammer de sammenføyde materialene. I øyeblikket når maksimalverdien av tilspenningen, stenger stangen og fjernes. Du kan bruke produktet umiddelbart etter installasjonen.
montering
Installasjon av eksosnitter er så enkelt at det ikke forårsaker vanskeligheter, selv for nybegynnere.
En forutsetning for montering er bare tilstedeværelsen av et naglet verktøy og samsvar med arbeidsfølgen.
- Det første trinnet vil være merking på forsiden av den øvre delen av delene som skal slås sammen. Avstanden mellom to tilstøtende nagler bør ikke være mindre enn fem diametre av hodene deres.
- Boringshull må gjøres med en liten kvote.
- Deburring utføres på begge sider av hver del. Hvis tilgang til den lukkede siden er begrenset, kan det bli forsømt å fjerne en burr på den.
- Installasjonen av nitten bør gjøres på en slik måte at skaftet ligger på forsiden.
- Gripet på stangen av riveteren og pneumogunens funksjon bør utføres jevnt og med tilstrekkelig kraft samtidig.
- Den resterende delen av stangen, om nødvendig, trimmet eller biter av med nippers. I tilfelle av unøyaktig utført brudd på stangen, kan hodet behandles med en fil.
Nyttige tips
I tillegg til den generelle arbeidsalgoritmen har hvert enkelt materiale sine egne små detaljer i installasjonen. Så, når du går med materialer av forskjellig tykkelse, bør niten installeres fra tynn side. Dette vil tillate at bakoverhodet danner en tykkere flatering og øker påliteligheten av forbindelsen. I fravær av muligheten for et slikt arrangement fra siden av tynt materiale, er det mulig å sette en vaskemaskin av ønsket diameter. En slik pakning vil ikke tillate pressing av et tynt lag og vil ikke tillate overflaten å deformere.


Når du går med harde og myke materialer, anbefales det å bruke maskinvare med høy side.m, mens motsatt hode er bedre plassert på siden av fast materiale. Hvis dette ikke er mulig, så fra siden av det myke laget, kan du sette en vaskemaskin eller bruke en petalnegle. Brennbare og tynne deler passer best sammen ved hjelp av plastgassnitter eller bruk avstands- og radarversjoner. For å få en jevn overflate på begge sider anbefales det å bruke nagler utstyrt med forsenkede hoder på begge sider.


For dannelsen av en forseglet vanntett tilkobling, er det nødvendig å bruke lukket "døv" maskinvare som effektivt kan forhindre støvinngang og forhindre inntrenging av vann og røyk. Når du monterer nitten på et utilgjengelig sted, sammen med nittepistolen, er det nødvendig å bruke ekstra tilbehør i form av skjøteledninger for å komme nærmere stangen.
I tillegg skal man huske at avstanden fra elementaksen til kanten av delene som skal føyes til, må være større enn eller lik to hodemetre. Tilkoblingen av løse materialer må ledsages av installasjon av en ekstra hylse hvor nitten vil bli installert. Når du slår sammen rør med flate flater, anbefales det ikke å sende maskinvaren gjennom røret. Forbindelsen vil være mer holdbar hvis bare en av sidene på røret er involvert i dockingen.

Dermed er eksosnitter et universelt festeelement. De lar deg lage en sterk og pålitelig forbindelse i vanskelig tilgjengelige områder. Også deler uten problemer festes overflaten med begrenset tilgang fra baksiden.
En detaljert historie om bruk av nagler - i videoen nedenfor.



















