Profilbøyning: effektive og sikre metoder

Bøyning av rør utføres i konstruksjon, verktøy, energi, olje og gass, vann og mange andre områder under installasjon av rørsystemer, produksjon av bygningskonstruksjoner, produkter til ulike behov hos befolkningen og urbane gårder. Generelt er det umulig å telle alt, men det er godt å vite hvordan å bøye rør. Andre metoder kan være nyttige i husholdningen.

Typer av produkter
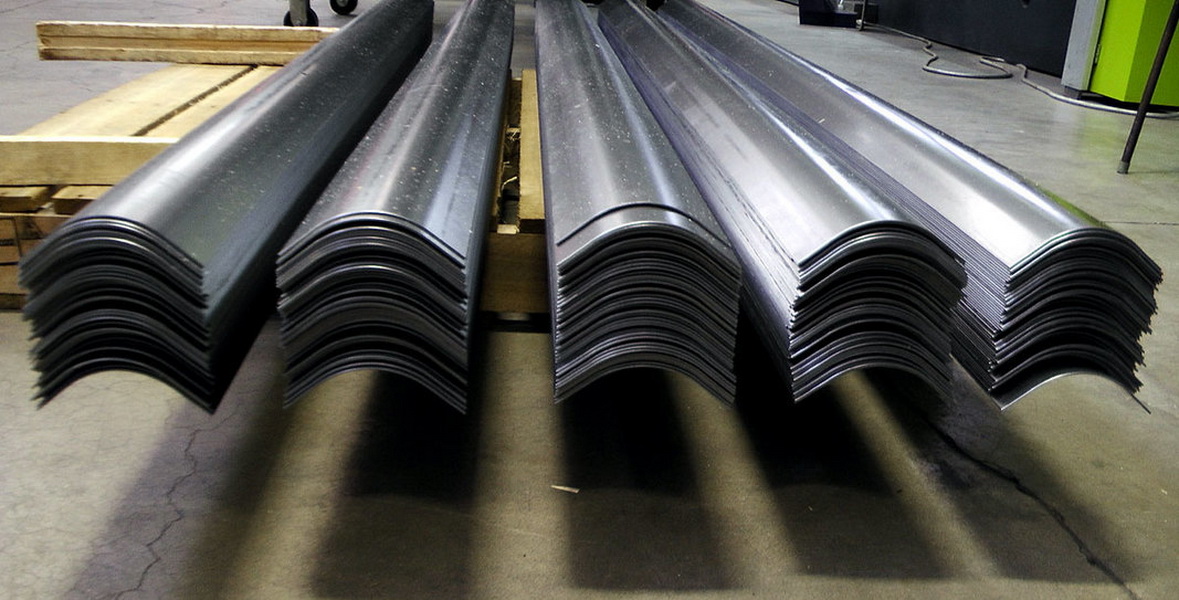
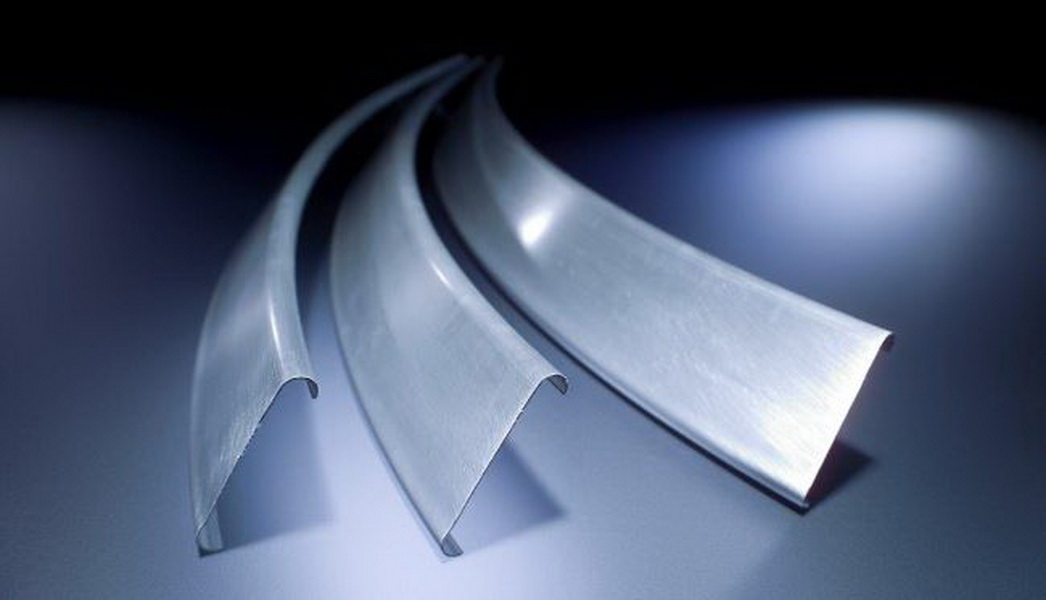
Produkter av profilrullvalsing er representert av en rekke metallrør av forskjellige konfigurasjoner i tverrsnitt av tverrsnittet. De kan være svært forskjellige, men forskjellig fra runden, det vil si ikke-standard form: ovoid og flat-oval, rektangulær, ofte med firkantet konfigurasjon med avrundede hjørner, og til og med flersidig. Runde brukes smalt - hovedsakelig for bygging av vannforsyning og kloakknett.





Profiler av firkantede og rektangulære former er mer etterspurt på markedet. På grunn av det faktum at det er lettest å feste noe materiale på en flat vegg, blir de populært brukt i bygging av industri- og boligbygg. Et slikt element har økt styrke og er en stiver i bygningen. Profilen klare seg godt med øyeblikkelig last (bøyelaster), og derfor er de et godt valg for bruk i konstruksjonen av metallrammen til bygninger med ulike formål.




Produktene er produsert i et bredt spekter av størrelser, avhengig av typen av metall. For eksempel kan kobber finnes i en serie tykke vegger med stor verdi av snittet, i motsetning til aluminium. Møbler er laget av tynne vegger av rustfritt stål. Materiale til fremstilling blir ofte høy eller lav legeringstål. Square-rør er forskjellig fra hverandre i produksjonsmetoden: de er elektrovalsede, kaldvalsede og varmvalsede, sømløse. En spesiell egenskap ved sveising er tilstedeværelsen av et inertgassmedium, men det er en annen måte-induksjons sveising.



funksjoner
Produkter fra profilrør har ikke stor vekt, så det er enkelt og kort tid å lage ikke-tunge buede strukturer. Dette er uunnværlig for bygging av en rekke drivhus og lavpris drivhus.




Bygging med bruk av metallrammer er viktig ikke bare for sommerboere og gartnere. Ofte oppstår behovet for å bruke slike byggematerialer fra beboere, hvis de ønsker å arrangere et privat territorium ved siden av huset. For eksempel kan du raskt og rimelig installere et lysthus, en overbygd terrasse eller en polykarbonatkappe - dette er ganske vanlig i moderne byer.




Profileprokat brukes også i konstruksjon av trapper og rekkverk. Det skjer ofte at standardkonfigurasjonen ikke passer for en bestemt type design, her er det nødvendig å være fleksibel ved bruk av spesialutstyr eller noen triks. Om dette litt senere.




Rør produsert i produksjon har visse spesifiserte geometriske parametere, som senere påvirker plastkarakteristikkene. Veggtykkelsen og det tverrgående området påvirker en slik parameter som den minste bøyningsradius.Det indikerer avrundingsverdien der det ikke vil oppstå mekaniske skader.
Deformering av stålprodukter er ikke så enkelt som det kan virke ved første øyekast. Det krever et bestemt sett med kunnskap, muligheten til å velge riktig teknologi og utstyr. Bare å gi det nødvendige utseendet er ikke essensen av vårt arbeid, mens du utfører det, er det nødvendig å bevare viktige parametere - veggtykkelse, opprettholde lineære dimensjoner og ikke forstyrre operasjonelle evner. Følgende belastninger virker på arbeidsstykket som følge av kraftpåføring: På den indre delen - kompresjonskraften, på spenningens ytre (ytre) kraft. Perceiving deres handling, er elementet deformert, mottar en full eller delvis bøyning.
Men på grunn av de spesielle detaljene, må vi møte noen problemer.
- Tap av justering på grunn av forandringsform. Dette betyr at de rørformede segmentene kan være i forskjellige planer, hvilket er uakseptabelt. Eksperter årsaken til dette fenomenet gir feil valg av metoden for bøyning.
- Rupturen av ytre veggen. I prosessen med å strekke metallbruddene, hvis lasten overstiger det beløpet det kan tåle.
- Som følge av ujevn sammentrekning av indre veggen dannes bretter som ligner en korrugering på den.

Gå tilbake til den forrige formen av lavlegerte og karbonlegeringer som har en høy elastisitetskoeffisient. Etter bøyning synes mange elementer å være "fjærende", og produktet etter et slikt fenomen må justeres til de ønskede dimensjonene, noe som kan komplisere arbeidet. For å kvitte seg med uønskede problemer og ekstra arbeid, er det nødvendig å bestemme verdien av plastmomentet av materialmotstand, og ta hensyn til denne parameteren, utfør bøyeprosedyren. Det skal bemerkes at jo mindre vinkelen er, jo mindre er den elastiske konsekvensen.

instrumenter
Portable ProfileBibs
Det er veldig praktisk å bøye umiddelbart på installasjonsstedet. For å oppnå dette er det mer rasjonelt å bruke en bærbar rørbender.

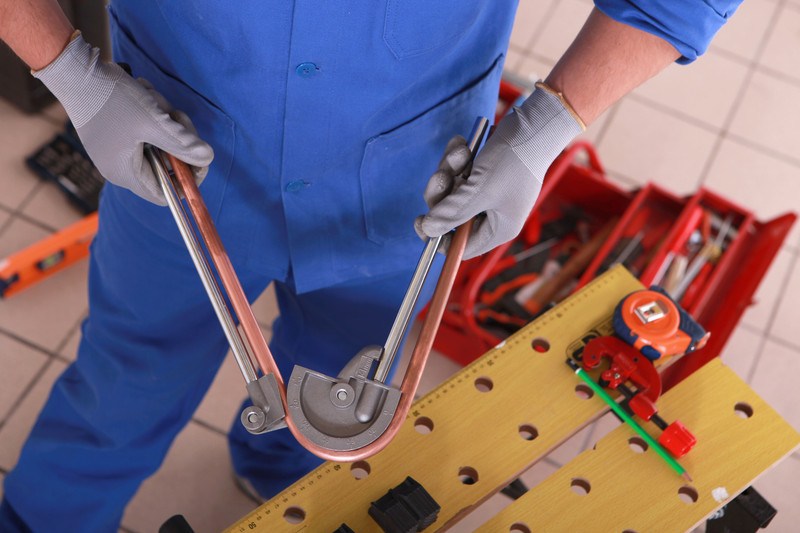
Lever ProfileBibs
Ved bruk av denne enheten skjer bøyning av profilen utelukkende gjennom den mekaniske kraften til en person. Dette er gjort mulig ved tilstedeværelse av en innflytelse på anvendelse av en kraft av betydelig størrelse. Deler laget av plastmetaller og rustfritt stål, hvis tverrsnitt ikke er mer enn to centimeter, er i stand til å bøye seg til 180 grader.
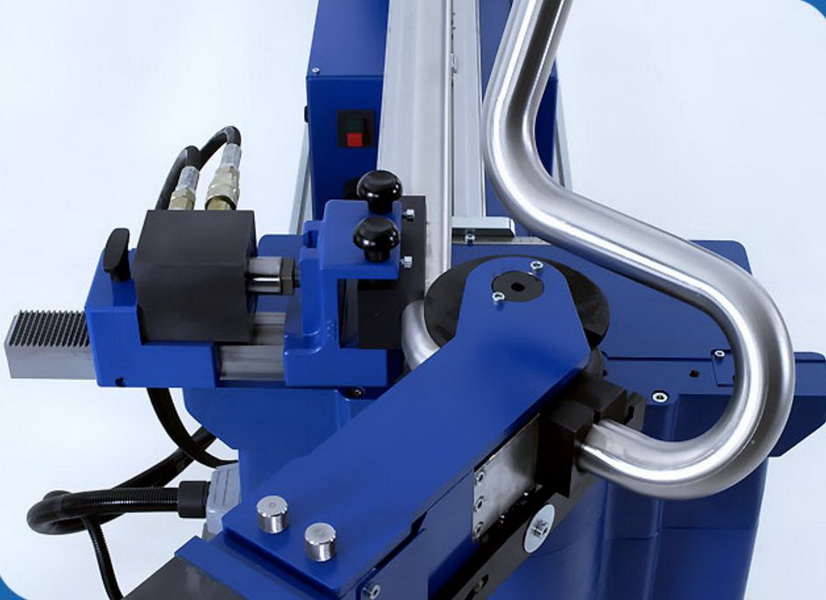
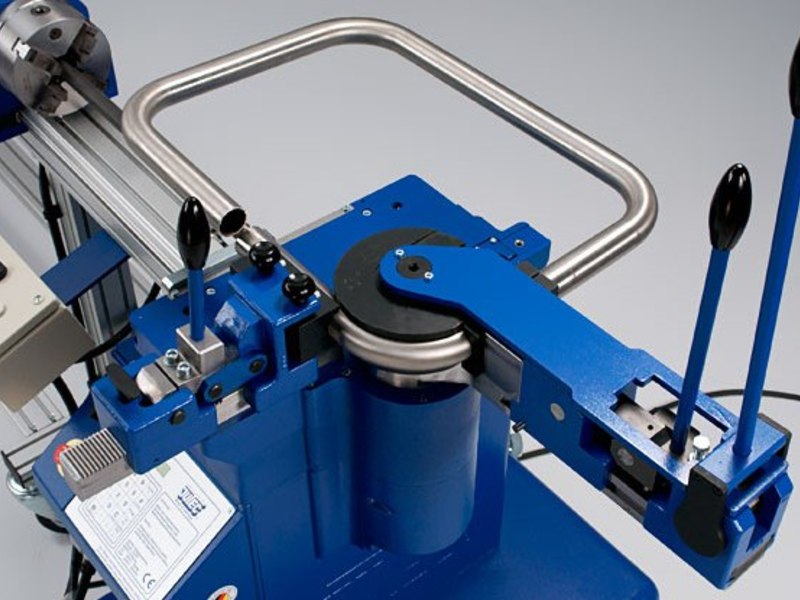
Rørbøyemaskiner
Et slikt verktøy består av følgende deler:
- bøyningselement;
- en bevegelig chopik koblet til en bøyesko;
- To støttedeler roterer rundt sine egne akser, som den bøyde delen er plassert på.

Enheten kan være med en mekanisk (skrue) konfigurasjon, hydraulisk med manuell styring, eller med en elektrisk stasjon. Slike lettbærbare enheter kan enkelt bøye en vinkel på 90 grader til metallprodukter laget av plastmateriale med et tverrsnitt på opptil 100 mm.
hydraulisk
Ved produksjon og bruk i husholdning er hydrauliske apparater med manuell eller mekanisk eksponering mer vanlig.
Vi lister fordelene sine:
- Store volumer som kan utføres i forhold til mekanisk profilegib.
- En mulighet til å velge den vertikale eller horisontale rørbenderen pågår fra arbeidsforhold og arbeidsforhold.
- Enkel erstatning av slag (reservedeler for spesifisering av vinkelen).
- Eksistensen av enheter som samtidig bøyer flere installasjoner samtidig, noe som betydelig reduserer tiden brukt.
- Eliminering av vanskeligheter i arbeid selv for nybegynnere.
- Forekomst av et rør som beskytter mot glidning og innretninger advarsel mot skade.
- Enkelheten til håndreparasjon i hjemmet.

Elektriske rørbøyere
De bøyer metallproduktene på bøyekomponentene, som, avhengig av radius, er det mulig å bytte. På slike enheter er det en sviveldorn med hjelp av hvilken de endrer produktet. I fravær av elektrisk strøm går enheten fra et internt batteri.
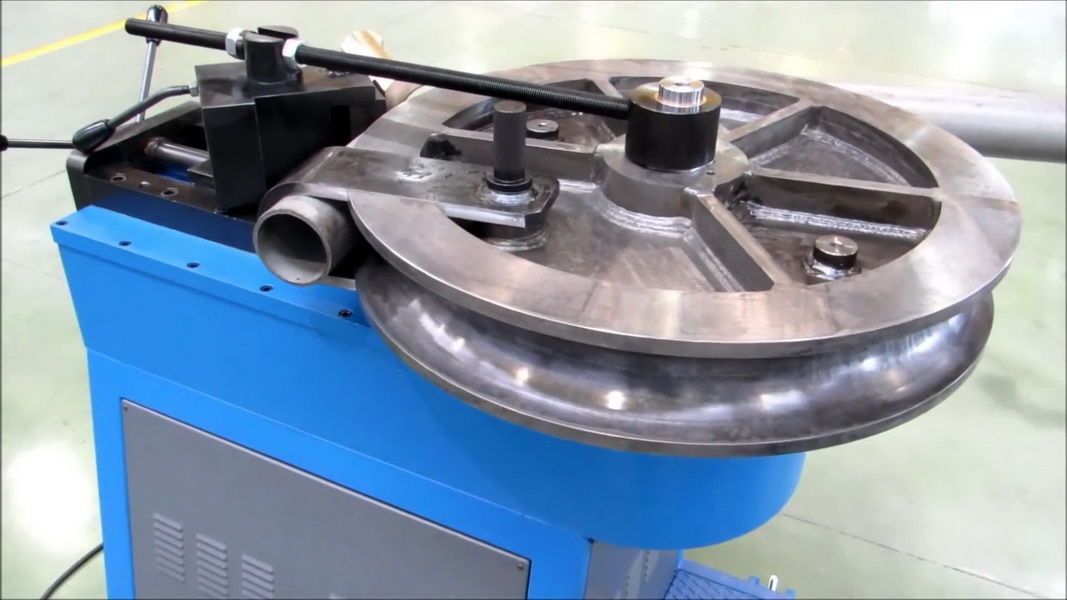
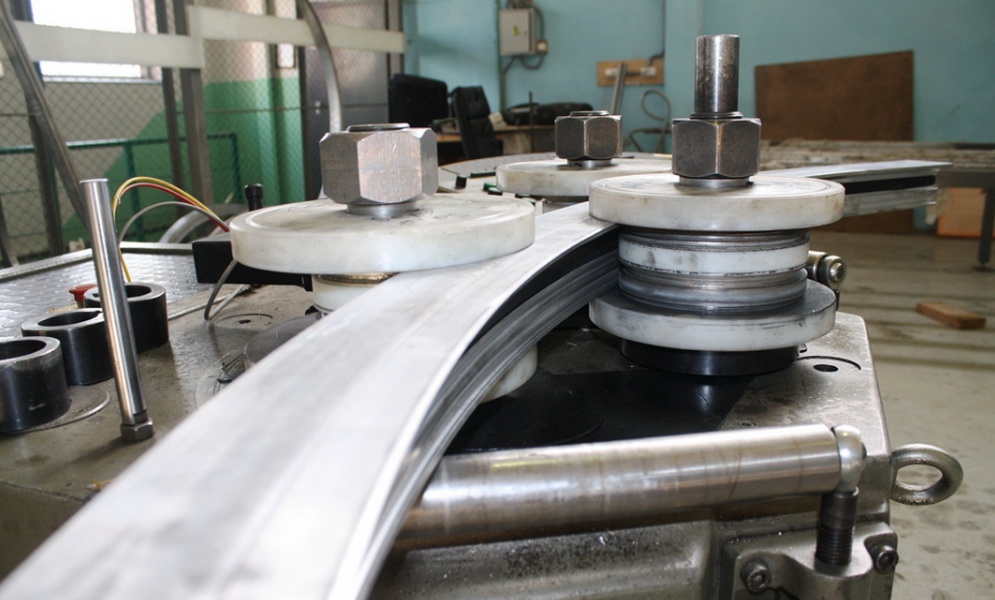
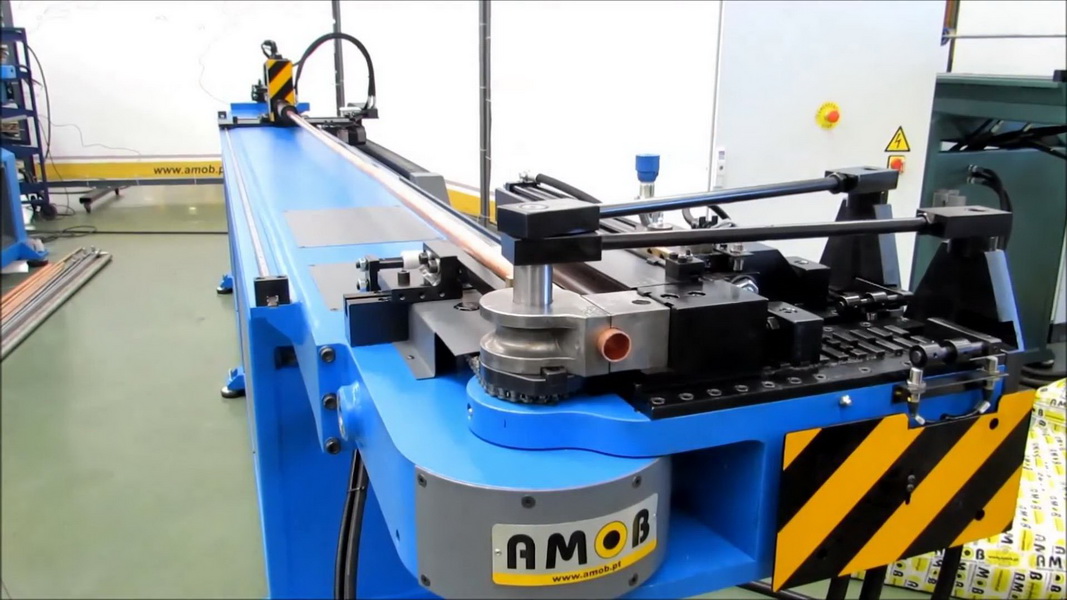
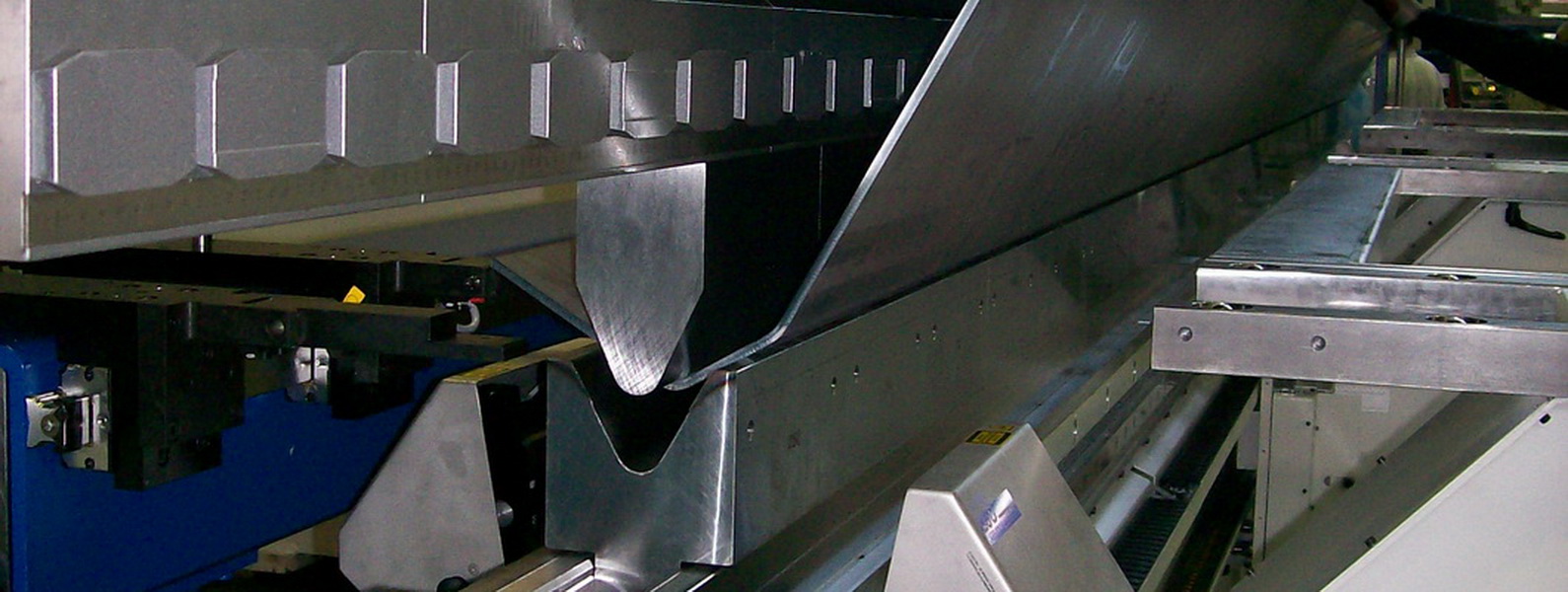
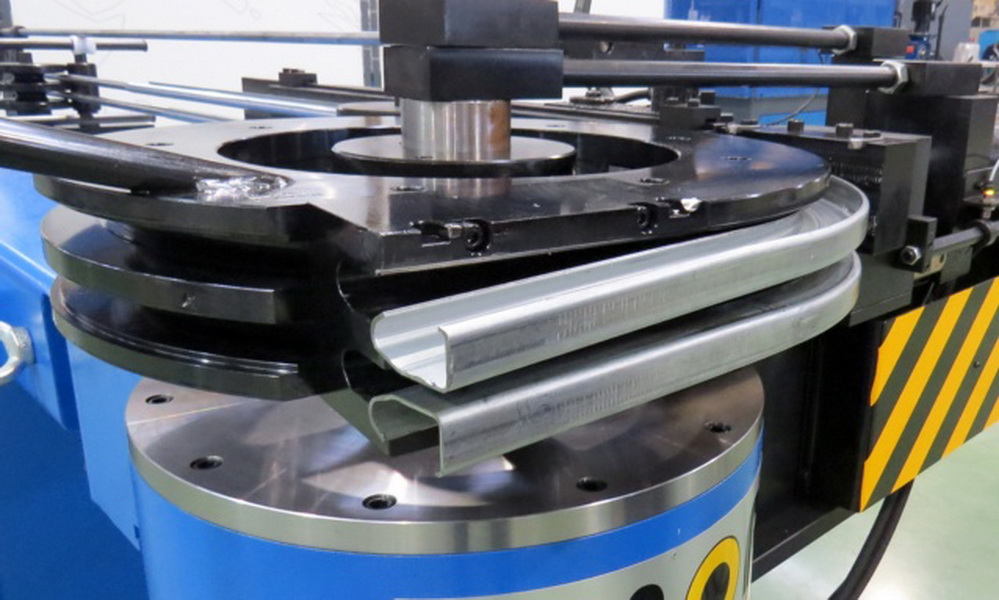
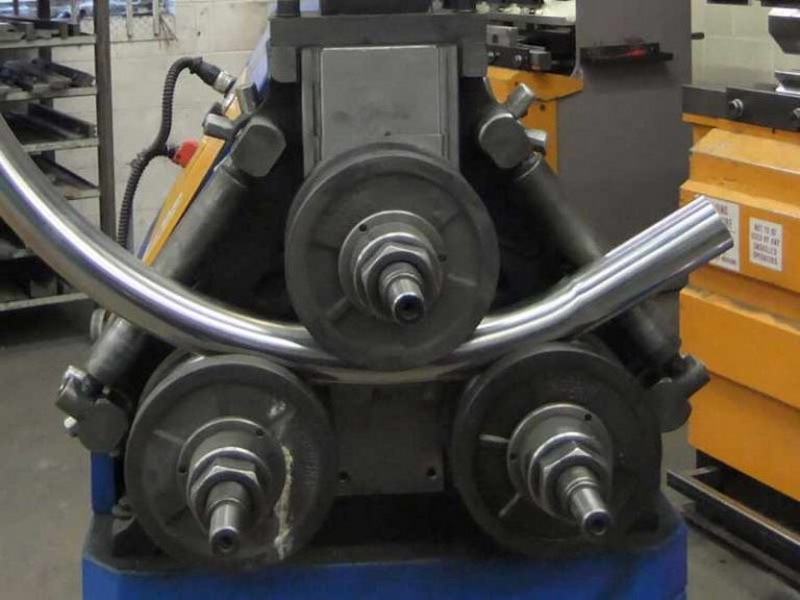
Maskinbøyning
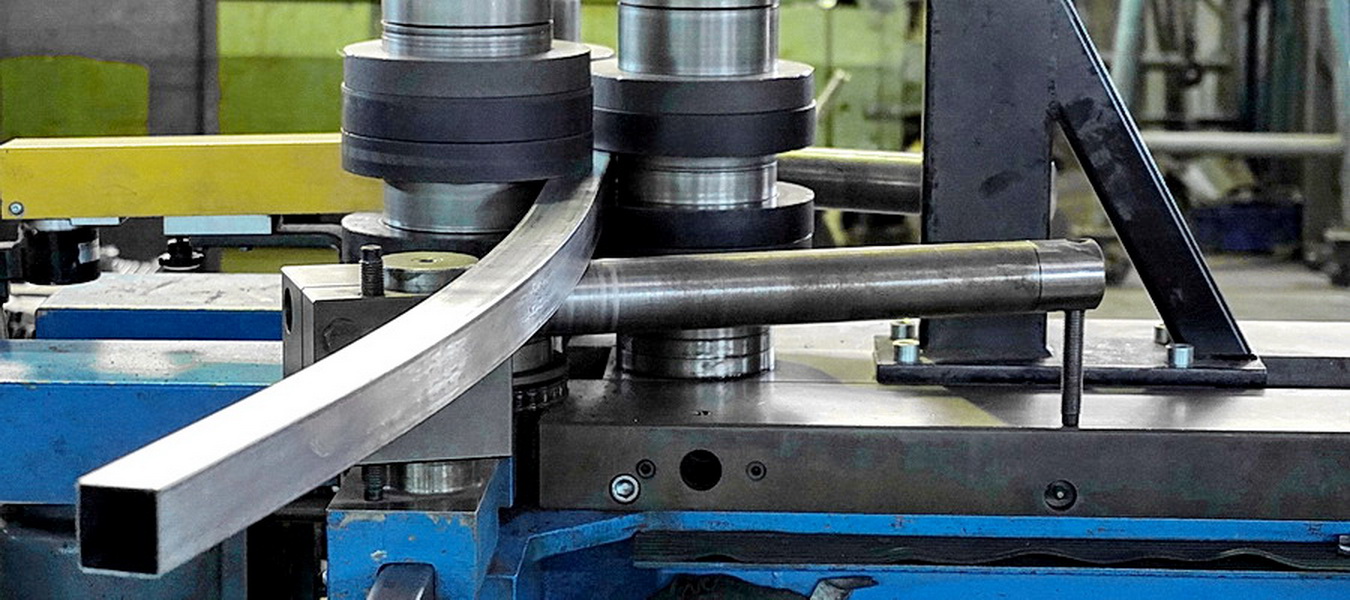
Når kaldemetoden kalles rullende, bruk en standardvalsemølle med tre rullelager (ruller). Formen og radiusen til bøyen ved utgangen avhenger av valg og installasjon av ønsket form og størrelse. Denne maskinen er i stand til å bøye seg til deler fra ethvert materiale og enhver konfigurasjon - den håndterer ikke bare med firkantet, men også med trekantede seksjoner og mer komplisert. Ved hjelp av slikt utstyr er det mulig å deformere arbeidsstykket med maksimal lengde, noe som er veldig viktig, og få et produkt bøyd 360 grader (i en ring). Metoden for rulling er definert som den mest generelle typen deformasjon, derfor tilhører utstyret det universelle.
I tillegg kan maskinen sette en bestemt vinkel, noe som øker nøyaktigheten under installasjonen. Vinkelen kan styres manuelt eller på CNC-maskiner (med informasjons-numerisk kontroll) angitt numerisk med den påfølgende prosesskontrollen. På slike maskiner utføres produksjon av oppvarmede håndklestang i hvert hus. Ved fremstilling av rør til oppvarmede gulv må også du kontakte maskinens utstyr. Den har en storskala produksjon av komponenter for spiraltrapper, verandaer, ulike former for gjerder og dekorative elementer som bare tjener til å dekorere interiøret.
De positive sidene til slike enheter er følgende muligheter.
- Evnen til å unngå unøyaktigheter når du arbeider med subtile detaljer, i motsetning til manuelle enheter, gir ofte en skarp bøyning i stedet for en jevn buet linje i kontur.
- Nøyaktighet. Et obligatorisk kriterium i en seriøs konstruksjon er dette elementet. Igjen, ingen andre typer mekanismer og metoder utformet for disse typer arbeid sammenlignes ikke med profesjonelle maskiner. Ved produksjon til salgs er det også umulig å gjøre uten denne fordelen.
- Nå med høy hastighet for å få det ferdige produktet. Tross alt er gjennomsnittshastigheten til profilbøyningen 0,2-0,3 m / s.
- Autonomy. Utstyrets evne til å operere uten menneskelig innblanding i vårt århundre er ikke lenger en innovasjon, men bare en nyttig, men et sted er det et viktig supplement til andre egenskaper.
- Potensialet for å gjøre store mengder.

Det er stasjonære profilbøyningsenheter som drives av 380 V-nett, slik at de ikke er egnet til personlig bruk. For ikke å gjøre feilaktig kjøp, må du nøye studere egenskapene til produktet. Rollforming installasjon er en veldig effektiv ting, men også dyrt. I tillegg er bruken av slikt utstyr kun mulig på fabrikken.
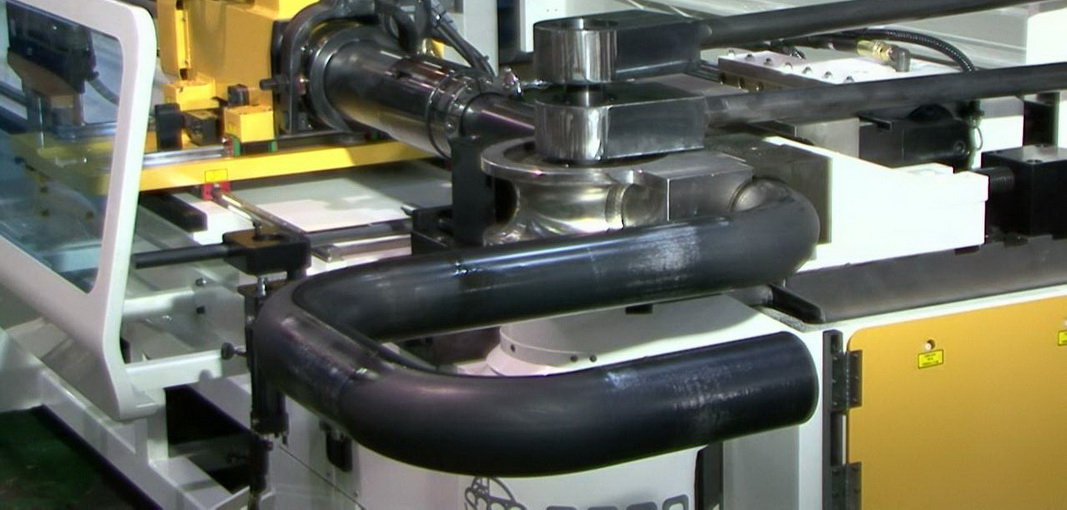
For å få høyere kvalitetsdeler brukes ofte dornbøyning, som er mulig når man arbeider med nesten hvilken som helst enhet. Om henne i rekkefølge. Dorn er en stiv eller fleksibel del, plassert i det bøybare segmentet i stedet for ytterligere bøyning. Etter endring av formen på produktet blir det glatt, har det ikke noen brett og andre feil. Et slikt sett med fordeler ved metodikken følges av en signifikant reduksjon i avvisningsraten ved produktets utgang.
hjelp
Det er to metoder for radiell profilbøyning: kaldt og varmt (med forvarming). I tillegg til separeringen av metoder etter temperaturtype, det er mange flere typer relatert til mekanisering og utstyret som brukes, for eksempel bøying:
- kjører inn;
- sår;
- tegning;
- metode for tre-rull rulling;
- bruker to støtter;
- strekkmetode;
- ved bruk av internt hydrostatisk trykk
- trekker gjennom dyseplaten med en buet akse;
- gjennom kopimaskiner.
Valget avhenger av om det varme eller kalde alternativet vil fungere.
Med en kald ytelse kan dette oppnås med flere alternativer.
- løper inn (diameter opp til 70 mm, med lave krav til rundhet av seksjonen ved bøyningen);
- vikling (diameter opptil 20 mm);
- dra (for tynnvegget);
- med to støtter (diameter opptil 300 mm).
Den kalde en nærmer seg en liten diameter, og den kalde metoden vil ikke være i stand til å bøye produktet, for eksempel i en vinkel på 45 grader. Oppvarming forbedrer deformasjonsegenskapene til metallet, og ved å øke plastisiteten blir det lettere å arbeide. Forvarming forårsaker ikke problemer med ekteskap i form av sprekker, gjenværende skader, korrugeringer og andre konsekvenser. I store næringer utføres oppvarming av høyfrekvente strømmer (HDTV). Hvis det er en liten del, er det mulig å bruke håndholdte bærbare verktøy, for en stor del, slik et alternativ ikke er aktuelt, her brukes mekanisert utstyr.
I tillegg til disse nyansene, er det verdt å huske fenomenet elastiske konsekvenser. Det betyr evnen til partiell retur av arbeidsstykket etter deformasjon til sin tidligere form. Verdien avhenger av typen materiale og dimensjonene på profilen, temperaturmetoden og arbeidstypen - manuelt eller på spesialutstyr.
I tillegg til de ovennevnte teknikkene, i hjemmet, kan du utføre prosessen med bruk av utstyr som er lett å lage selv. Avhengig av de opprinnelige egenskapene og ønsket krets er det nok alternativer for å spare på dyrt utstyr. Nedenfor er noen eksempler.
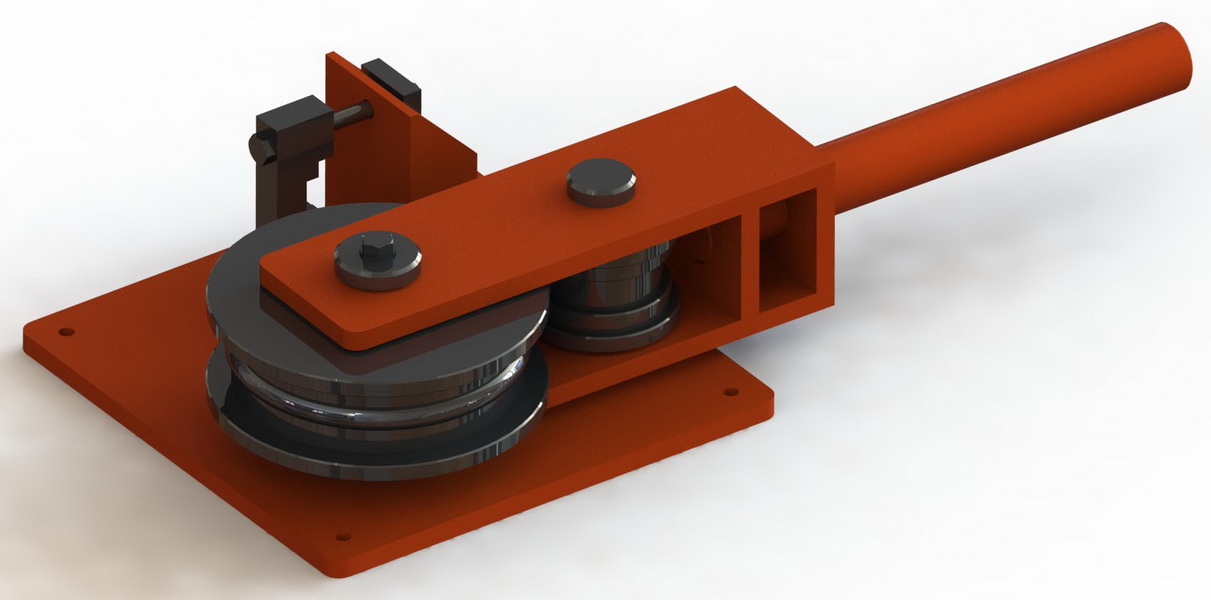
Hjemmelaget rullebasert mekanisme
Dette er den nærmeste versjonen til den opprinnelige rulleprofilen. For å lage den må du kjøpe 2-4 videoer. Det bør bemerkes at deres bredde skal litt overskride bredden på selve produktet. For å få resultatet må du fikse det horisontalt, slik at rullene har mulighet til å rotere fritt, må de være så langt fra hverandre for ikke å forstyrre røret som passerer gjennom systemet uten hindringer.

Denne gjør-det-selv-assistenten lar deg bøye produktet rundt omkretsen. Hvis det er behov for å oppnå en viss vinkel, må systemet bestå av tre roterende sylindere. Mens en av dem er ønskelig å forlate justerbar. Forsterkningselementet er plassert mellom rullene, og personen som styrer prosessen begynner å rulle.
Bruke "slipemaskinen" og sveisemaskinen
Hvis konstruksjonen av en slik mekanisme er umulig på grunn av økonomi, tid, ferdigheter eller andre grunner, er det mer forståelige variasjoner. Men påføringen av sveisemetoden tar betydelig tid og krever arbeidskraft.
Sekvensen av arbeider er som følger.
- Først av alt anbefales det å beregne tillatelsen og bestemme selv den nødvendige bøyningsradiusen.
- Påfør produktets tverrmerke, som vil bli ytterligere kuttet for videre tilkobling. Jo jevnere overgangen i den bøyde delen er nødvendig, jo oftere er det nødvendig å lage merker.
- Gjør kutt av tre valgte sider (kanter) ved tegnede merker. Den fjerde siden skal ikke berøres.
- Etter kutting, bøy produktet til ønsket krumning. For å forbedre nøyaktigheten, kan du lage et stykke. For eksempel forberede en tredel med ønsket bøye. Fest den ikke-sagede siden av den rullet til den buede kanten av malen, fest, og bøy deretter feltet for å matche bøyningen av malen.
- Sveis sagene nøye og pålitelig.
- Sveis områdene nøye, slik at overflaten på delen blir jevn, uten fremspringende sømmer.


Med et stort område av kuttet, er denne metoden, i fravær av andre, mer egnet enn noensinne.Men denne metoden gjelder for enkelte verk, så det bør ikke brukes til de som trenger å deformere et stort antall elementer. I dette tilfellet kan det være mer rasjonelt å tenke på å skape en rullerbender.

Vår for bøyning
Alle mestere vet om denne metoden. Dens essens er som følger: En spesiell fjær av firkantet seksjon av ståltråd er plassert inne i røret på stedet der det er nødvendig å få en bøyning. Våren vil fungere som en dorn, dens tverrsnitt skal være 1-2 millimeter mindre enn det indre tverrsnittet. Ved hjelp av en blowtorch oppvarmes stedet for den ytterligere bøyningen, påføres blanket med en passende bøyningsradius, og trykk ikke kraftig, før den ønskede krølling oppnås. Denne metoden er ganske enkel, men bruk av den under arbeidet, anbefales å nøye følge sikkerhetsregler: arbeid i spesielle hansker og bruk tang.
tips
Om intricacies av den varme metoden
For å bøye røret på en varm måte, bør du bruke en sandfyller. Det ideelle alternativet er middelkornet sand - konstruksjon eller elv. Hvis det ikke er mulig å bruke nettopp dette, vil det som en siste utvei også være materialet fra barnas sandkasse, men tidligere renset for unødvendig innhold. For å rense den fra unødvendige urenheter, er det nødvendig å sile gjennom en sik med hull på ca 2 millimeter. Etter den første screeningen på siktet forblir store gjenstander - kvister og småstein. Deres tilstedeværelse i fyllstoffet er ekstremt uønsket, fordi de ved oppvarming kan påvirke lettelsen og danne en bulge. Deretter må du sikte fremtidens fyllstoff en gang til, gjennom en fin sik for å kvitte seg med for fin sand. Etter sikting blir sanden kalsinert.

Røret, på stedet der bøyningen vil oppstå, er annealed. Før du sovner, er filler å ta vare på pluggene som ikke tillater ham å få nok søvn. Det anbefales å lage dem ut av tre, slik at de passer godt til veggene. I en av pluggene er det nødvendig å kutte sporene der luften må komme ut. Slike åpninger er plassert på hver side, dvs. det bør være fire firkantede seksjoner. Etter at du har installert pluggen uten hull gjennom trakten, kan du begynne å fylle på fyllstoffet. Samtidig bør det bankes for å forsegle sanden. Etter at du har festet den andre pluggen, kan du markere bøyningen, fikse delen og produsere jevn oppvarming. Hvis delen er sveiset, bør sømmen være plassert utenfor bøyningen for å unngå dens avvik. Fargen på den klare for bøyende delen skal være rødkirsebærfarge og fra røret - for å fly av skalaen.

Det anbefales å bøye metallprodukter fra den første oppvarmingen, ellers kan det føre til tap av styrke og brudd på elementet. Hvis det er vanskelig å fjerne tømmerplugger etter avkjøling, kan de settes på brann, og etter brenning, hell ut sand.
Om forvirring av kaldmetoden
Finesser av kaldmetoden:
- Uten bruk av spesialverktøy og oppvarming i den kalde årstiden kan bøyningsprosessen i stor grad lettes. For dette, alternativt til sandmetoden, brukes vann som fyllmiddel. Etter fylling og montering av støpselet er produktet utsatt for frost i den tiden det er nødvendig for væsken å fryses helt. I lys av de frosne vannets fysiske egenskaper vil bøyning bli lettere.
- For å unngå skade på børstene og å redusere påførte krefter, foreslås det å bruke et profilrør med en snitt litt bøyd. For dette brukes en større profil på kantene på den mindre, og dermed øker skulderstyrken.
- Mesterene blir bedt om å gjøre en prøvebøyning på en unødvendig del av produktet, dette vil gi en ide om dens fysiske egenskaper og forhindre feil i etterfølgende forsøk.
Sammendrag ovenfor, kan vi trekke konklusjoner om hvor effektiv denne eller den aktuelle metoden vil være. Det er mer hensiktsmessig å henvende seg til fagpersoner som har utstyr spesielt designet for dette formålet for å få et bedre resultat og spare tid. Hvis arbeidet innebærer flere bøyninger av produkter, så hvorfor ikke tenk på å kjøpe spesialutstyr, og kanskje også om å gi bøyningstjenester til andre mennesker. I dette tilfellet kan du raskt hente enheten.
Alternativt er det mulighet for å leie en rørbøyningsenhet for en bestemt tid. Hvis det finnes et slikt alternativ i byen, sparer du tid, og du trenger ikke å betale for dyre tjenester av bedrifter.
For informasjon om hvordan du kan bøye et rør uten rørbender for en baldakin, se følgende video.



















