Spesifikasjoner og metoder for installasjon av profilrør

Et moderne byggemateriale er et profilrør som tilbys av metallurgisk industri. Transportørprodusering av profilrør ble startet i midten av forrige århundre, men bare nå har bruken av slikt materiale blitt relevant i byggearbeid.


funksjoner
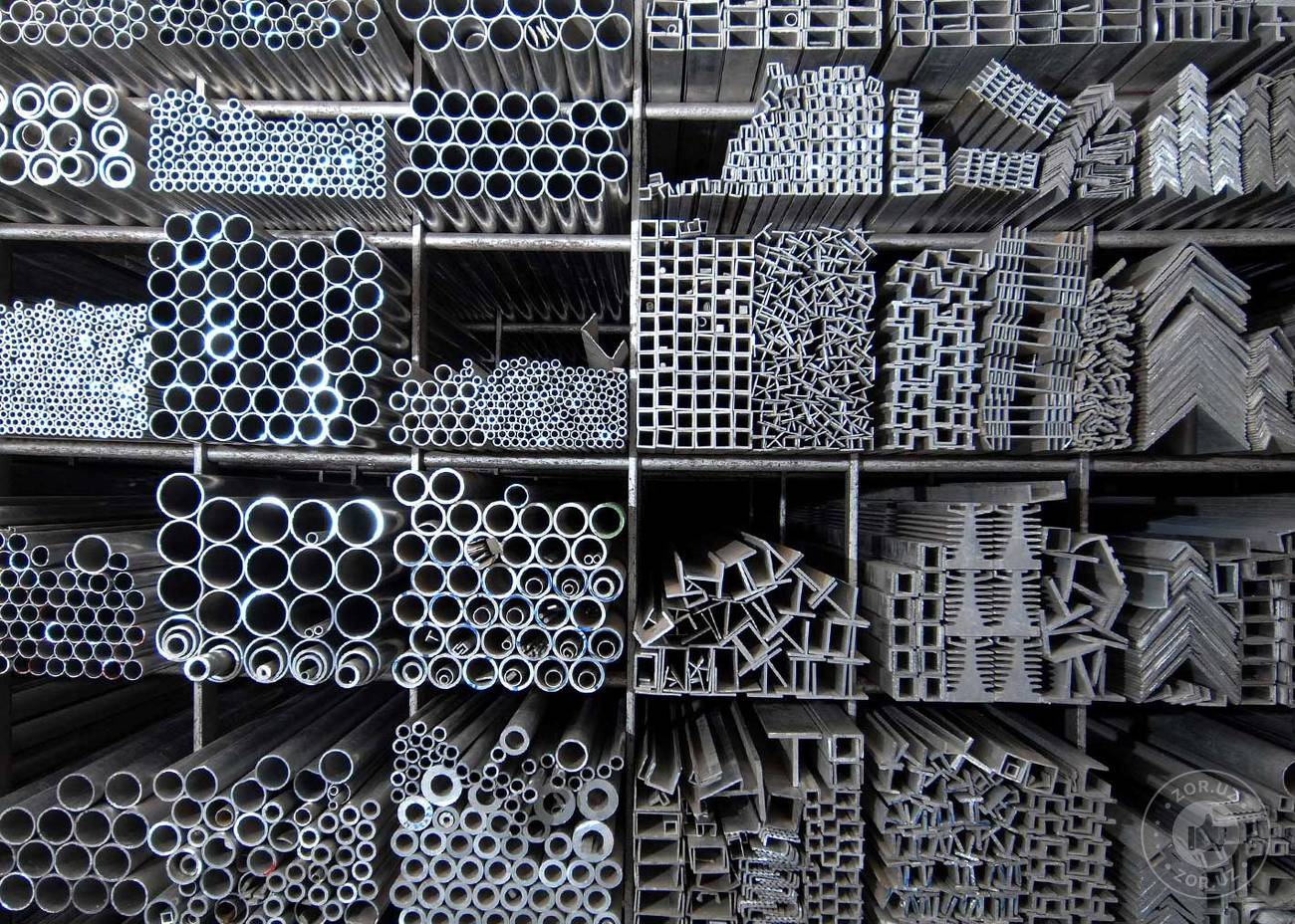
Tomme stangrør kan ha forskjellige seksjoner, for eksempel firkantet og jevnt ovalt. De er laget ved hjelp av ulike materialer.
Det kan være:
- rustfritt stål;
- karbonstål;
- lav legering stål;
- plast.
Når det gjelder prosessen med fremstilling av slike rør, består det i å bytte runde seksjoner til ønsket form: kvadratisk, oval eller rektangel. Ved produksjon av brukt strimmel, som er en slags metallbit, eller et materiale som senere vil bli brukt til produksjon. Og dermed får røret allerede i ferdig form ved hjelp av spesialutstyr, den nødvendige delenes form.
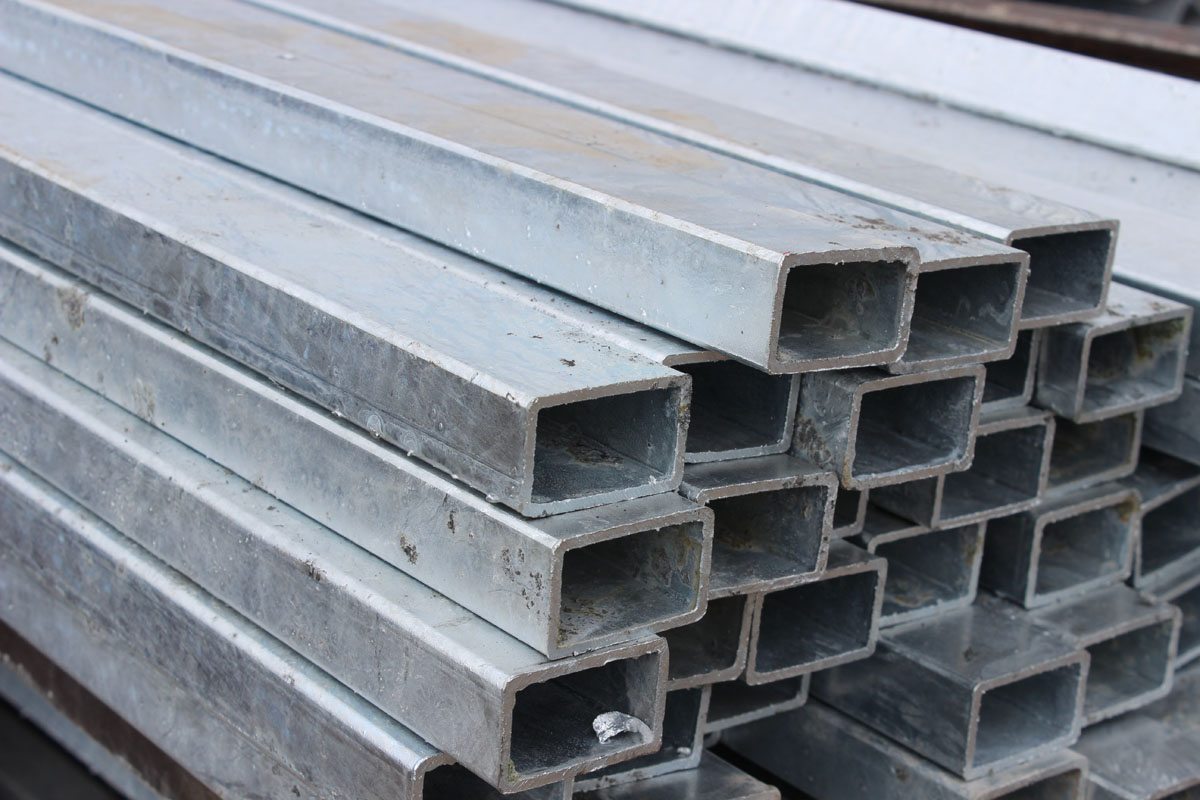

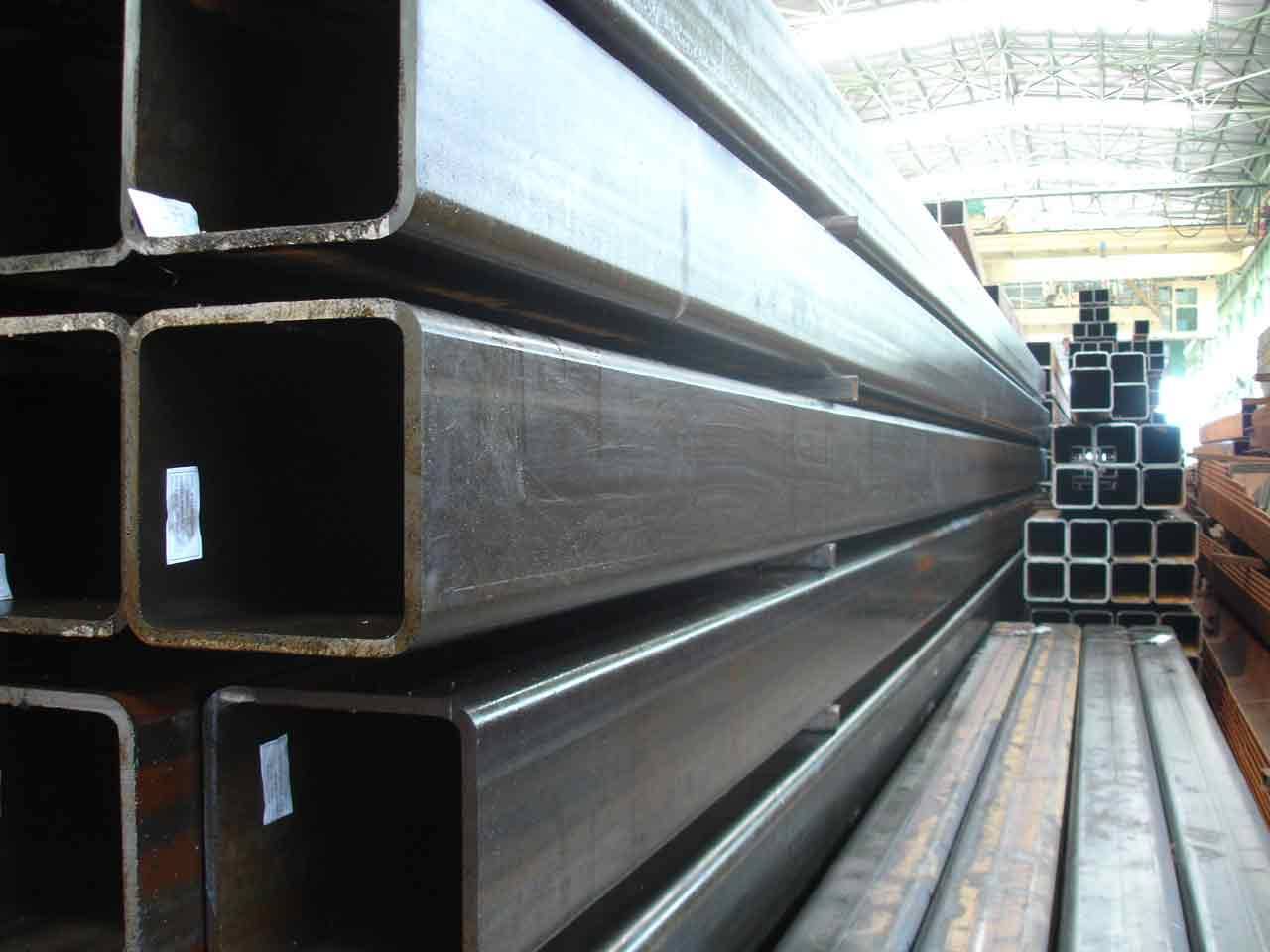
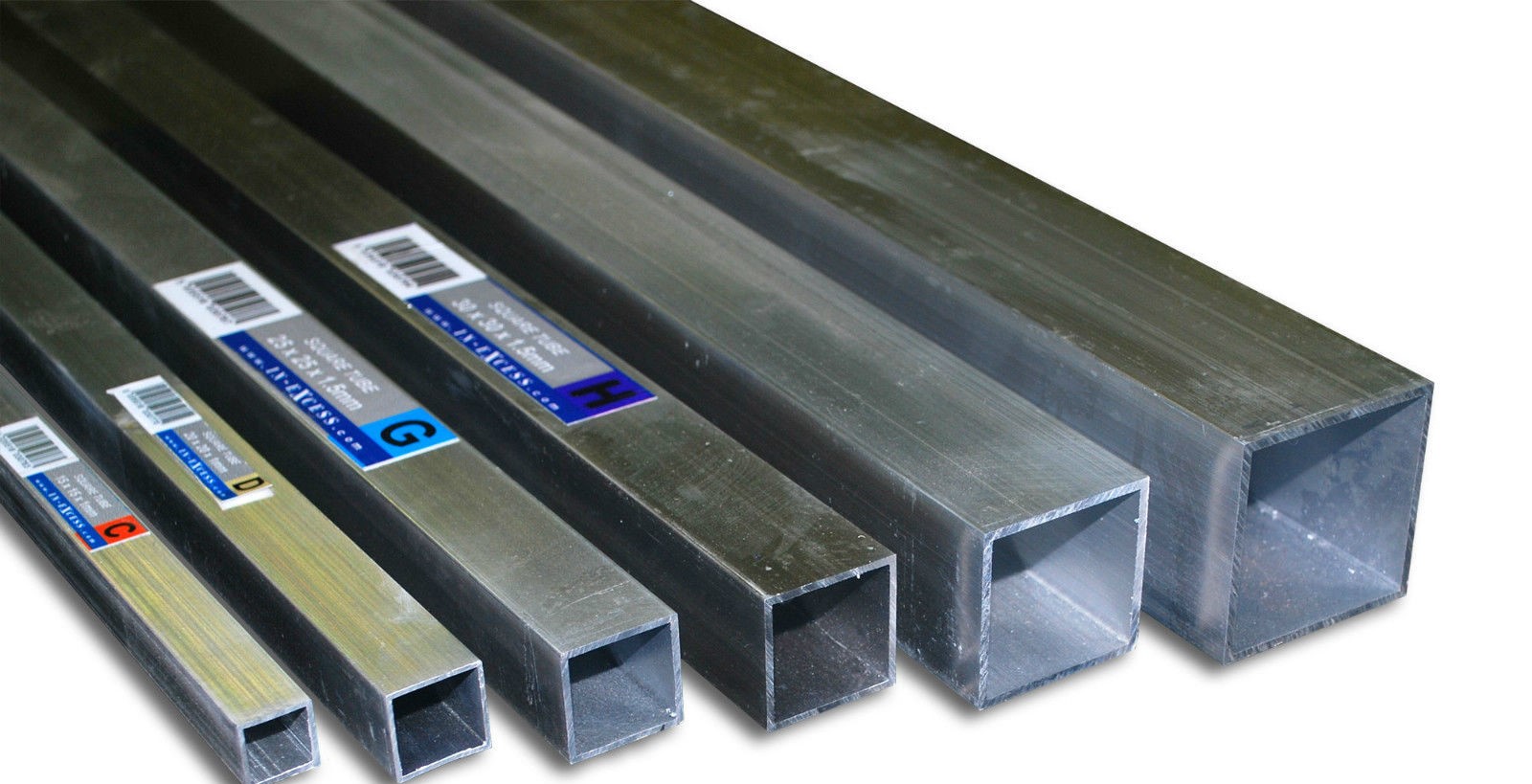
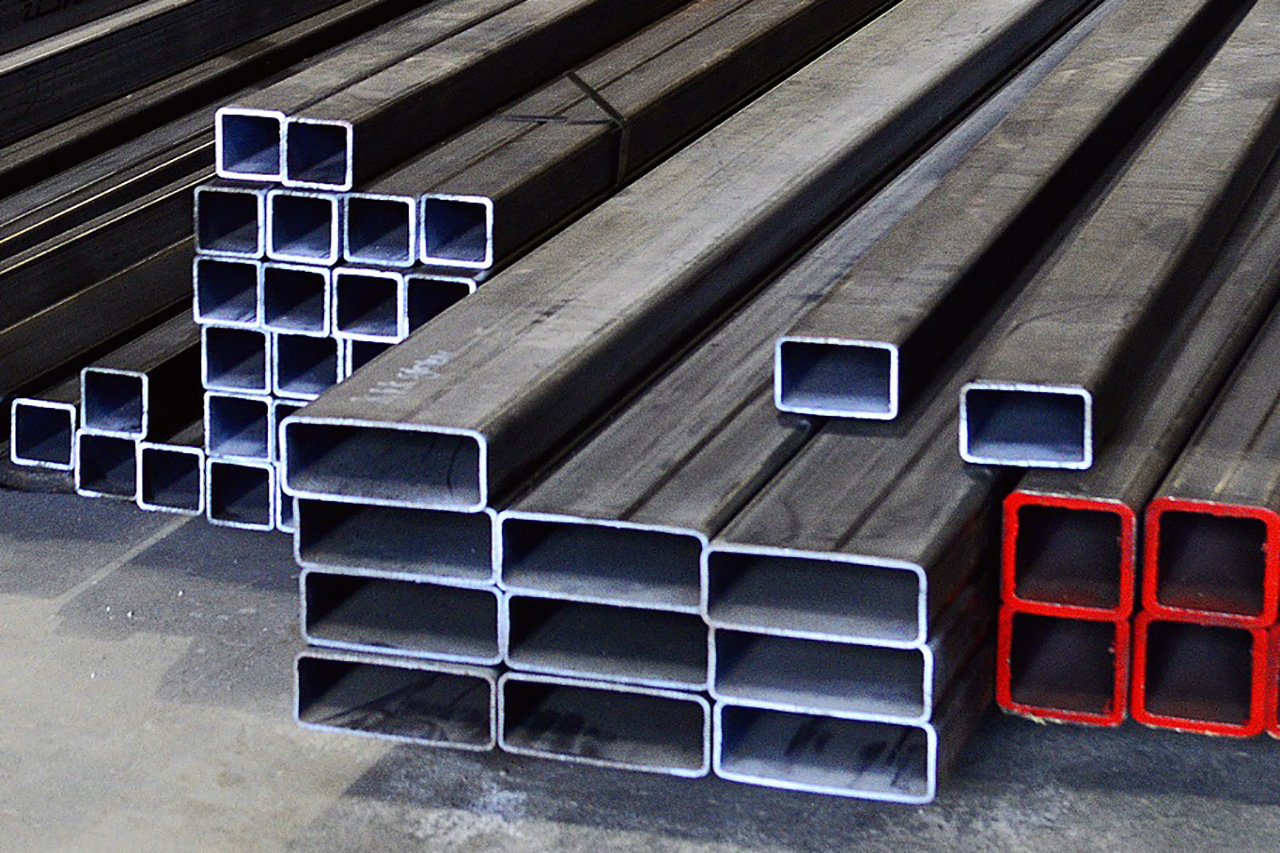
Profilerte rør kan være aluminium, metall, galvanisert. I tillegg er det forskjellig i utseende - det kan være utad kvadratisk, rektangulært, inkludert tyggvegget og tynnvegget. Profilvisning har en mangfoldig seksjon. Minste delen av profilrøret er 1x1 cm, men maksimal størrelse på seksjonen kan nå 50x40 cm. For tykkelsen på dette produktet kan den være 1 mm og nå 2,2 cm. Disse typene er i stand til å motstå maksimal belastning, siden den flate overflaten er jevn distribuerer den til segmentet. Vekten av et slikt produkt er lite på grunn av at røret i midten er tomt. Således er den fremstilte utformingen vesentlig lettere i vekt.

Profilerte rør brukes:
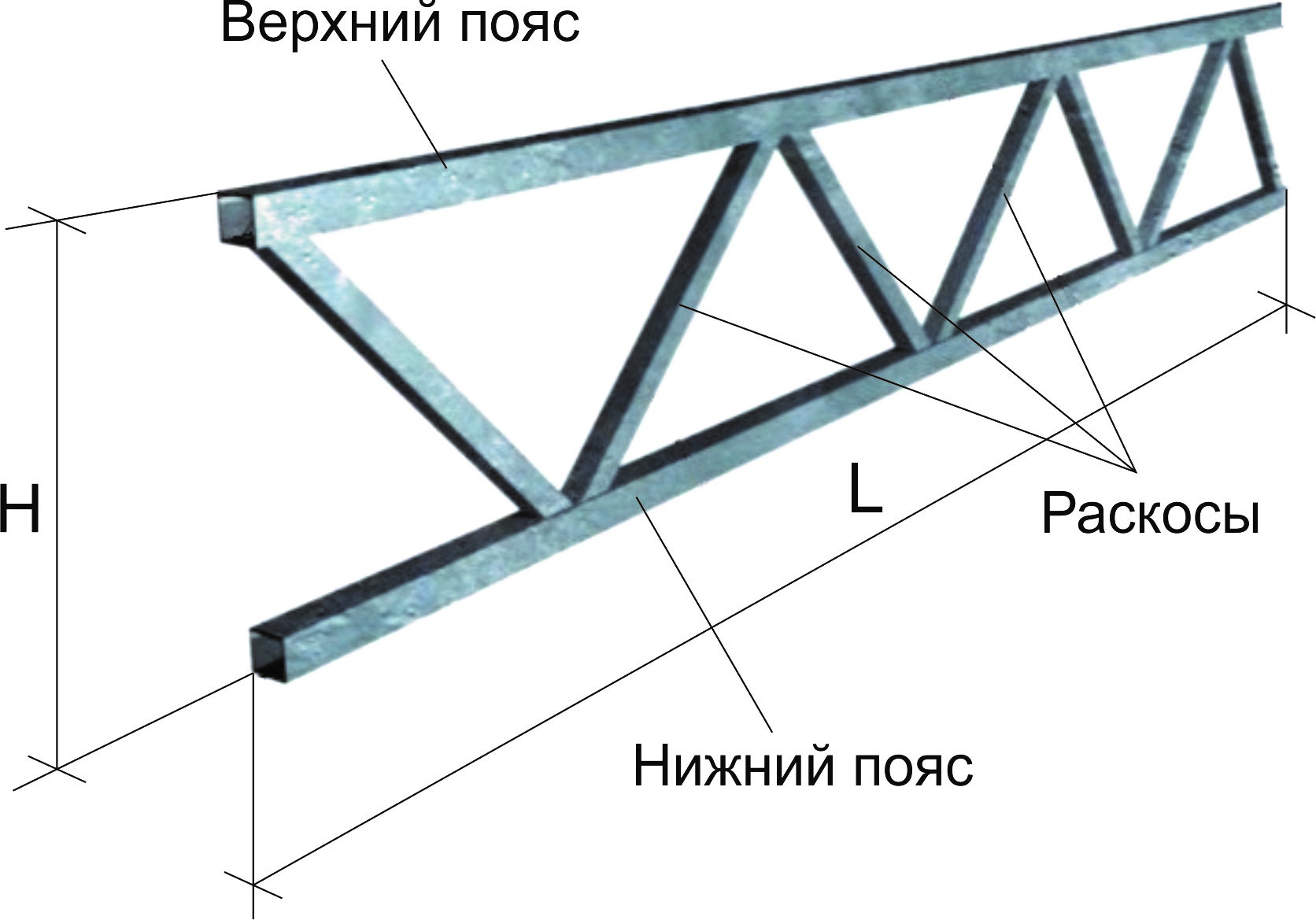
- å organisere rammeverket for fremtidig konstruksjon;
- for arrangement av plattformer og store stadioner;
- for bygging og rekonstruksjon av buer og broer;
- for bygging av spenner på gårdens tomter;
- som grunnlag for reklametavler;
- for bygging av mansards eller bygninger av lav type;
- for bygging av skillevegger eller lokaler for industriell bruk.



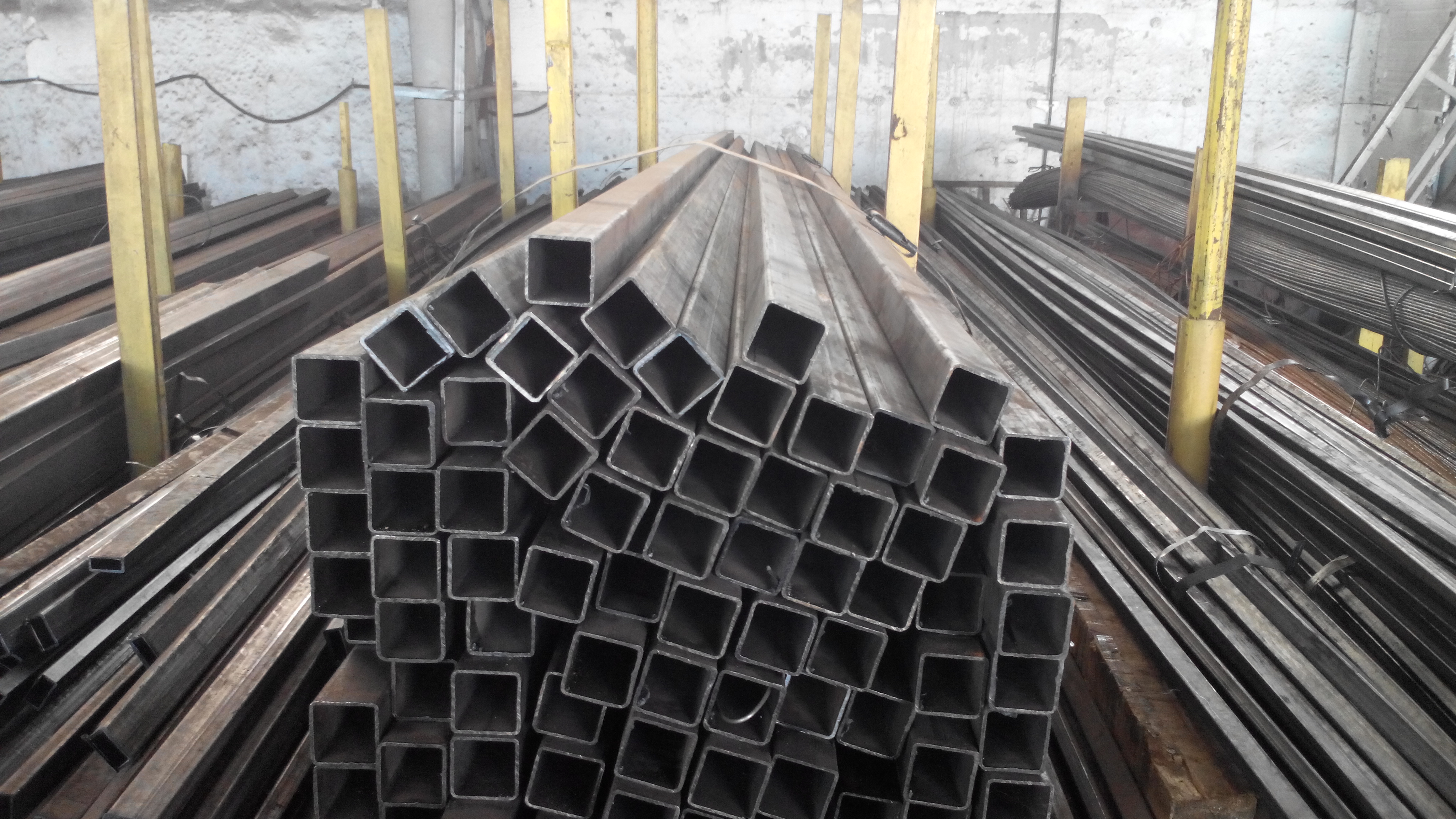
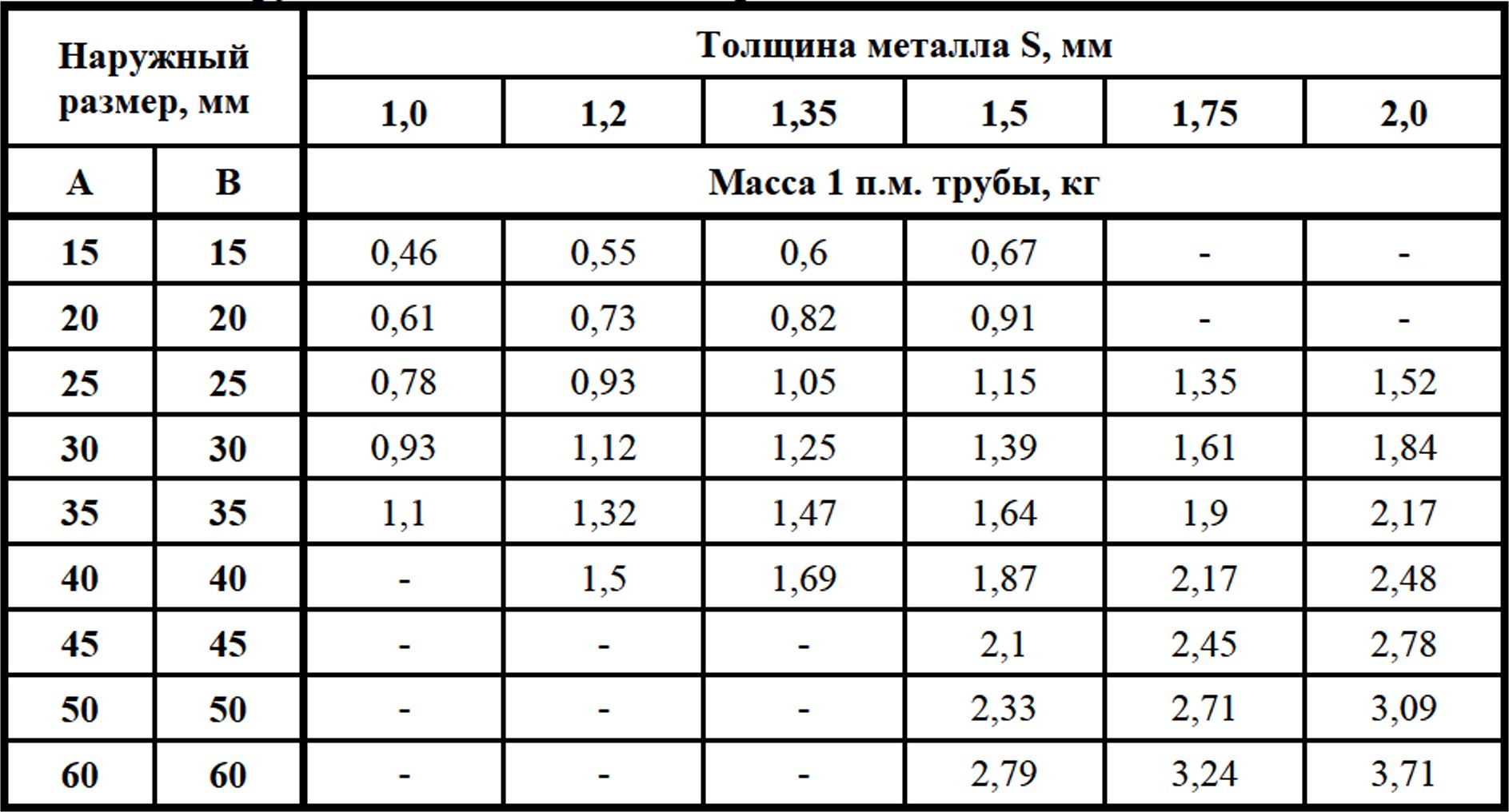
Veldig viktig i massematerialets arbeid. For å forstå hvor mye røret veier og om det passer for det nødvendige arbeidet, vil du bli hjulpet av et bord som produsenten legger til hvert rørmerke. Basert på hennes data, vil du kunne avgjøre om det vil være i stand til å bøye seg hjemme. Det skal bemerkes at dette materialet er grunnleggende i noen byggverk og i konstruksjoner. Det kan brukes til å organisere rammen av taket på lagerbygningen. Så få en pålitelig og rimelig design.
Hvis stillas er laget av profilrør, kan du lett komme til fasaden til en bygning for reparasjon eller mot arbeid.


På grunn av det faktum at rør av denne typen lett kan kobles på kort tid, kan du med en gang bruke en tårnkran, og du trenger ikke å bruke tungt maskineri.
Når det gjelder egenskapene til dette materialet, er de følgende:
- bruken av disse rørene er et økonomisk alternativ, siden bygging av store bygninger krever lite materiale;
- Installasjonshastigheten og dens lyshet er en betydelig fordel, som gjør at du kan konstruere en stor bygning på kort tid.
- Ved fremstilling av rør av profiltypen gjelder anti-korrosjonsbehandling, som er fullt egnet for hygieniske og hygieniske standarder;
- Et annet element i profilrørets profiler er utskifting av en av hele strukturen, siden det ikke er nødvendig å demontere det til den skadede delen, og det er nok å fjerne det gamle røret og installere en ny på samme sted.



- Enkel transport er begrunnet av det faktum at rørene er firkantede eller rektangulære i form og dermed sikkert festet i en posisjon;
- slike rør er motstandsdyktige mot høye belastninger og bøyning;
- deres bruk gjør det mulig å designe strukturer av enhver type kompleksitet.



På grunn av det faktum at rørene i profiltypen har slike funksjoner som vesentlig overstiger alternativene med et sirkulært tverrsnitt, har de blitt populære og har blitt relevante for bruk i forskjellige formål. Men mange betrakter som en ulempe høye kostnadene ved et slikt produkt og det lave nivået av korrosjonsbestandighet.
typer
Det er vanskeligere å lage proftruby enn alternativer med rundavsnitt. Fremstillingsprosessen i dette tilfellet foregår i flere stadier. I første etasje kjøper anlegget et halvfabrikat, nemlig metallbånd med en tykkelse som vil være tykkelsen på veggene til det ferdige profilrøret. Deretter blir båndet viklet, produserer langsgående skjæring, straightening, kuttet av endene av strimlene, utfører sveisearbeid og legger det på lagerutstyret. På dette utstyret er det produsert et rør med et rundt tverrsnitt, så det er installert i en støperi. Denne maskinen utfører foreløpig sveising av rørseksjoner og lanserer utstyr som utfører temperaturbehandling og danner en profildel av et rundrør.
Etter ferdigstillelse av produktet kontrolleres produktet for å overholde GOST-standarder. For en slik test utføres deteksjon, produktet blir visuelt inspisert og dimensjonene kontrolleres. På sluttstadiet er de produserte rørene kuttet i bestemte deler og pakket.
Fremstillingsprosessen kan variere, ettersom rørene kan være sømløse, varmvalsede og kaldvalsede. I tillegg kan selv teknologien for å lage materialer med profilprofil være annerledes.
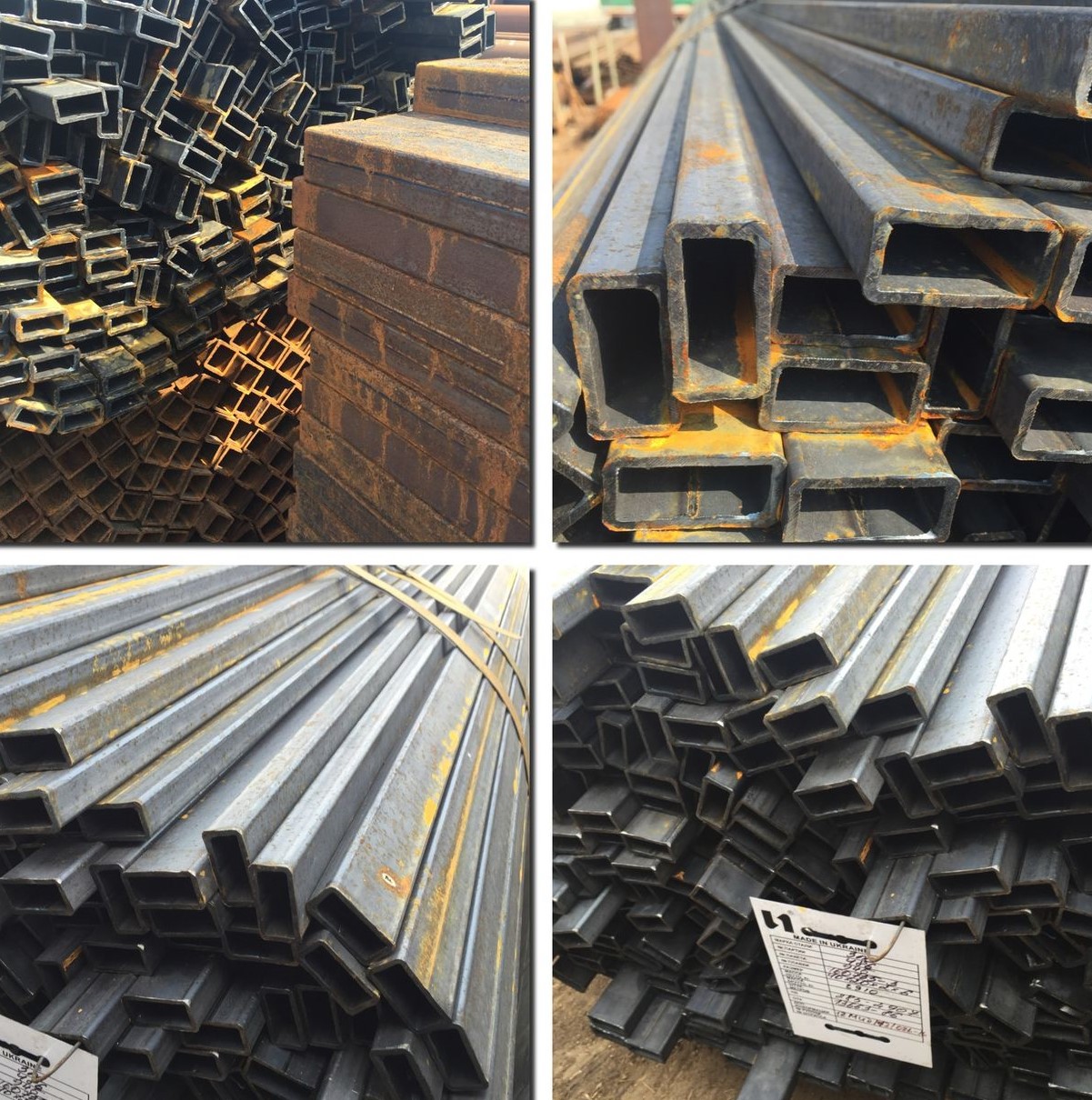
Typer av rør:
- Sømløs varmt. Dette alternativet har en høy styrke, korrosjonsmotstand.
- Profil kaldvalset. Designet for å motstå store og vanlige trykk. I tillegg har et slikt produkt en utmerket indikasjon på tetthet.
- Sveiset med profil type seksjon. Denne typen har en god indikasjon på tetthet og er designet for langsiktig drift.
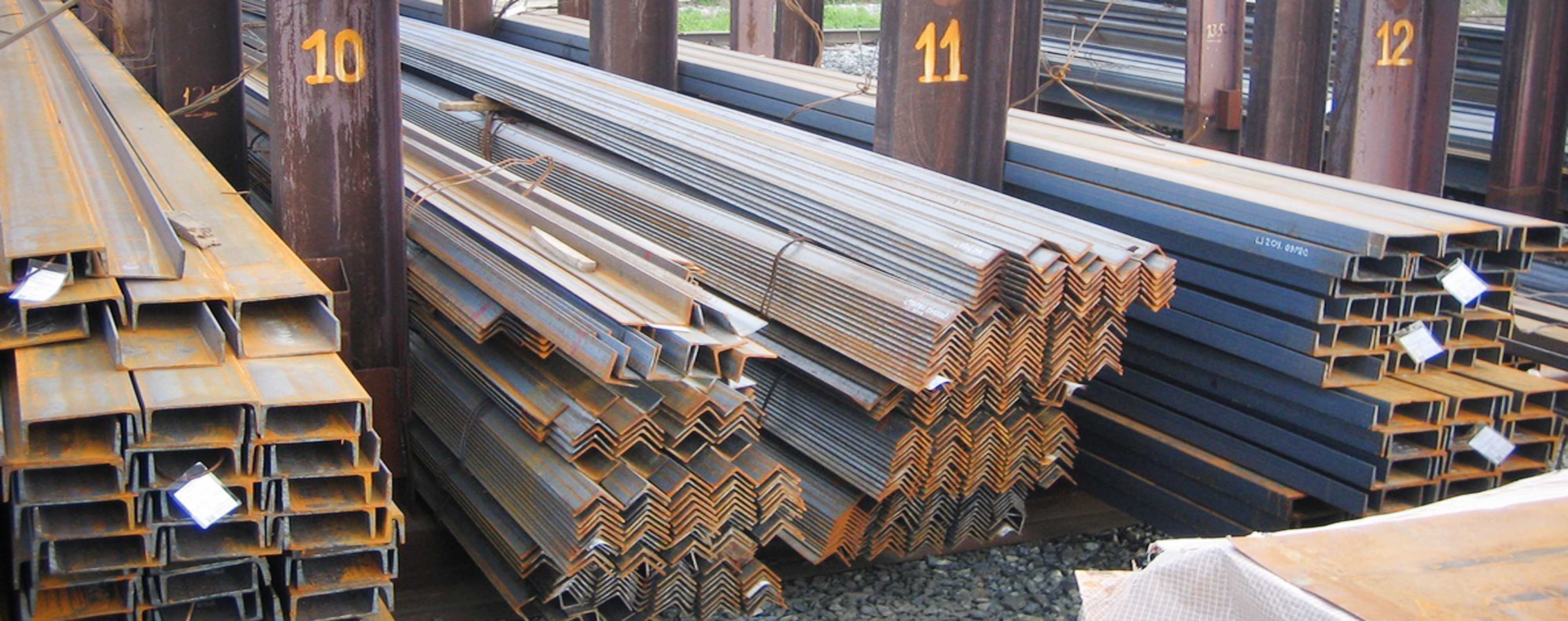
Hvis vi snakker om bruken av slike rør, kan de som tilhører standardvarianten brukes til å gjennomføre rørledninger, trekke kabelutstyr, lage stillas og også som gjerd for en bestemt del. Stamrør brukes til å konstruere en rørledning der trykkfall er mulig. Det finnes også varmebestandige varianter som brukes i industri- og næringsmiddelindustrien, og spesielle rør av profiltypen, som brukes til å lage deler til biler. Når det gjelder rør, som benyttes ved oppføring av bygninger, er disse strukturelle profilvarianter. Med deres hjelp i byggingen av behovet for å bruke kraner og annet tungt utstyr for bygging av skyskrapere forsvinner.



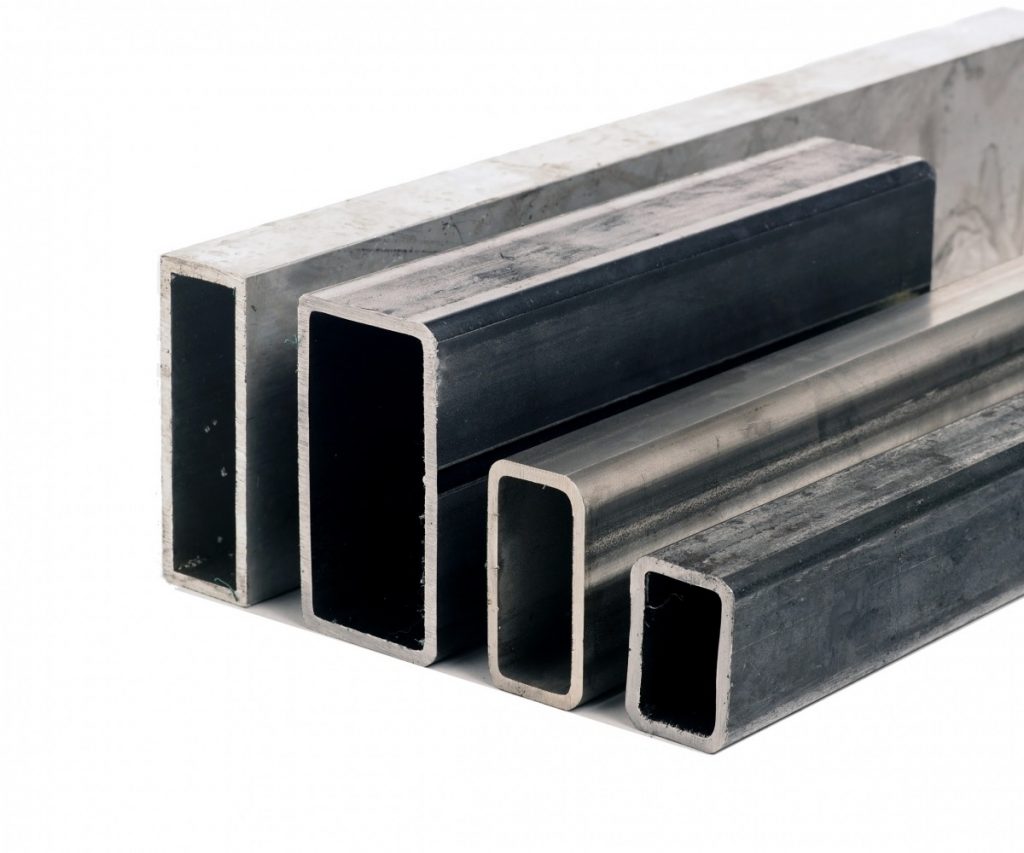
Separat bør vurdere rørets form. De er laget i en oval, rektangulær, firkantet og flatt seksjon. I tillegg er de forskjellige i materialet. Det kan være metall eller plast. Metall er det mest etterspurte materialet, da det er holdbart. Når det gjelder plast, er stabiliteten lavere, men prisen er mer akseptabel.
Produksjonsfaser
Prosessen med å produsere et rør består av flere trinn:
- bearbeiding av den resulterende stripe;
- Produksjon med rund runde;
- bytt fra rund til formet;
- utfører varmebehandling og skjæring til de nødvendige dimensjonene;
- kontroll overholdelse av GOST.

Materialet til fremstilling av profilrøret leveres til anlegget i form av metallruller. Disse rullene vikles og kuttes i en slitsmaskin. Etter at rullen er kuttet til ønsket bredde, er strimlene sveiset inn i en lang og viklet på trommelen. Dette er nødvendig for at fresemaskinen ikke slutter å fungere. Dermed unngår forstyrrelser i produksjonen.


Deretter mates billetten fra trommelen til formemaskinen, som produserer en rørledning med et sirkelformet tverrsnitt. På dette stadiet oppnås et rør som ikke er lukket av en søm. Det er på scenen å danne blankt at metallet gjennomgår varmebehandling. Etter prosessering er arbeidsstykket installert på møllen for sveising, som sveiser røret. Sveisen selv utføres i en ovn måte, det vil si ved å bruke skjermgass eller ved bruk av høyfrekvent strøm. Når det gjelder sømmen, kan det være rett type eller spiral. For at sveisesømmen skal være pålitelig og holdbar, utvider maskinen sømkanter. På denne måten oppnås en burr - overskuddsdråpene av smeltet metall presses inn i overflaten av profilrøret, den ekstra boren fjernes ved hjelp av en kutter, og i slutten av dette trinnet avkjøles røret med en emulsjonsblanding.

Ved neste trinn er det nødvendige tverrsnitt av et formet rør dannet av en sirkelformet del av røret. Denne prosedyren finner sted i en eller to forskjellige versjoner. For eksempel, hvis det er behov for å lage et rør med en oval eller flatt seksjon, så må arbeidsemnet passere gjennom rullene av kalibreringstypen. De er utformet for å justere arbeidsstykket langs hele lengden. Hvis det er behov for en firkantet, rektangulær eller annen del, legges et annet trinn til forrige trinn - hopper over arbeidsemnet gjennom en profileringsmaskin. Han er allerede i automatisk modus danner delen som er etablert på kontrollen.
På slutten av produksjonen blir det resulterende røret kuttet i segmenter av samme lengde, en undersøkelse er utført for å overholde standardene, og hvis alt passer sammen, blir det pakket og sendt til adressaten.

For at røret skal beskyttes ytterligere, utfør kald eller varmgalvanisering. Hvis varmgalvanisering utføres, blir røret rengjort og dyppet i et bad med kokende sink, og hvis kaldmetoden blir brukt, påføres et lag av pulver eller polymermaling på overflaten av produktet.
dimensjoner
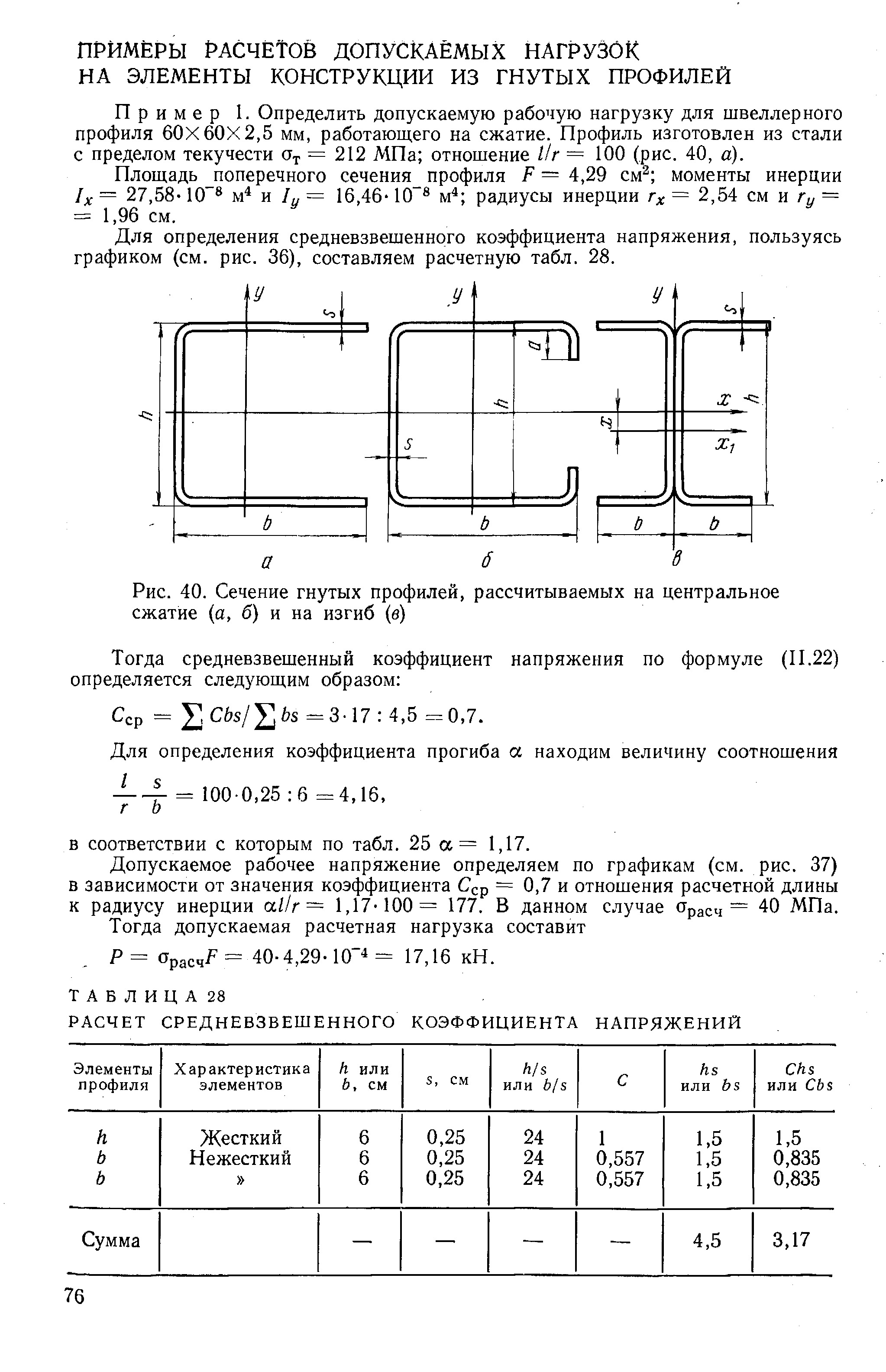
I henhold til standardene beregnes størrelsen på rør av forskjellige seksjoner basert på råmaterialene som brukes til fremstilling av dem. Et slikt metall har en tetthet på 7,85 gram per kvadratcentimeter. For rør med profilseksjon er det visse kriterier som er angitt i GOST 8645-68.
Produktkravene er som følger:
- ytre veggen har en lengde på 1,5 til 18 cm;
- ytre bredde kan være fra 1 til 15 cm;
- veggtykkelse kan også være fra 1 mm til 1,2 cm;
- Tverrsnitt kan være den mest varierte;
- vekten er beregnet i meter, for eksempel en meter kan være 300 gram og 55 kilo, alt avhenger av rørseksjonen.

Dermed kan profilrøret med firkantet tverrsnitt gjøres i henhold til GOST, som tillater fremstilling av rør med eksterne ribber fra 1 til 18 cm i lengde og veggtykkelse fra 1 til 6 mm. I dette tilfellet kan tverrsnittsarealet variere fra 0,4343 cm2 til 90 cm2. Vekten kan være fra 269 gram per 1 meter og opptil 70 kg per 1 meter.
Hvis en struktur med et ovalt tverrsnitt er laget, er det ved fremstilling av slike produkter tillatt å bruke større og mindre størrelser. For store størrelser kan diameteren være fra 6 mm til 9 cm, og den mindre diameteren kan være fra 3 mm til 50 mm.Tykkelsen på veggene kan være fra 0,5 til 2,5 mm. Også med denne produksjonen er en ytre diameter på 5 mm og opptil 11 cm tillatt. Hvis røret ble produsert i henhold til disse parameterne, kan vekten av en meter av produktet nå 4 kg.
GOST angir dimensjoner og andre parametere for rør som er mest etterspurt blant forbrukere. Ved fremstilling av slike rør til en enkelt kunde med et stort antall produkter, kan en separat bestemmelse i GOST diskuteres.
Lastberegning
Når du velger et profilrør, bør kjøperen vite hvor viktig det er å utføre beregning av parametere og belastninger for støttekonstruksjonene. Men ikke alle vet hvordan man skal utføre slike beregninger og kjøpe et rør av et slikt tverrsnitt, slik at belastningene passer for fremtidig konstruksjon. Hvis en rekkverk, gjerder eller drivhus er konstruert av rør, er det mulig å gjøre uten beregning, men hvis det skal bygges et baldakin, et tak, et visir, etc. fra disse rørene, er det nødvendig å utføre nøyaktige beregninger.
Ethvert materiale har egenskapene til å tåle visse belastninger. I dette tilfellet er det ikke noe unntak og det stålet hvor rørene er laget med en profilseksjon. Hvis strukturen vil bli påvirket av en riktig belastning, vil den være i stand til å motstå det, men dessverre vil den bøye seg. Men etter å ha fjernet vekten fra konstruksjonen, vil den bli restaurert til sin opprinnelige posisjon. Og hvis du overskrider den tillatte belastningen, vil den bøye og etter at du har fjernet vekten, vil den forbli i bøyd stilling.

Ved beregning av belastning er det nødvendig å ta hensyn til følgende parametere:
- rør dimensjoner og seksjon type;
- konstruksjon stress parametere;
- kvaliteten på kildekoden som røret vil bli laget av;
- typer mulige belastninger som må motstå av en rørkonstruksjon.

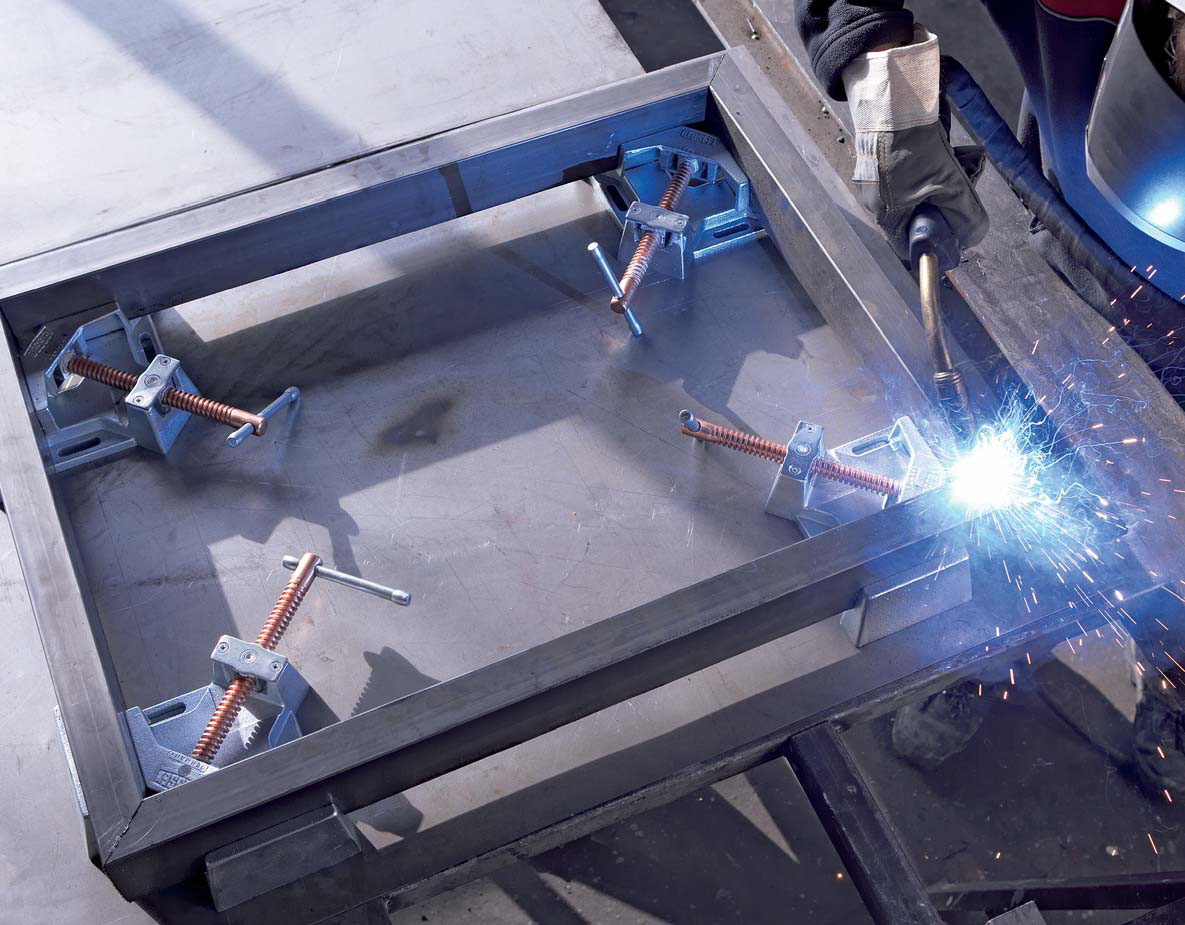
montering
Rør av profiltype er opprettet i henhold til standarder fastsatt av GOST. Det gir mulighet til å bruke materialet som grunnlag for støttestrukturer. For at strukturen skal kunne bygges på kort tid, utviklet spesialisterne spesielle festemidler. Det kan være som klemmer, og forskjellige plater og klemmer. I moderne konstruksjon brukes oftest krabbevedlegg. De kan kombinere flere materialer. De kan være X-, G- og T-formet. Fremstil slike festemidler fra galvanisert stål. Hovedfordelen ved et slikt festesystem består av to komponenter, som gjør det mulig å helt vikle rundt produktene og sikre dem riktig.
Bruk også et system med klemmer og beslag for å koble til røret. Koblinger er kryssformede, tredoble og vinkelformede. Et kryss og en tee kan koble flere rør, og ved hjelp av et hjørne kan du bøye strukturen.

Hvis det finnes flere typer festemidler, kan du ikke bruke sveising, noe som er veldig praktisk når du designer en liten konstruksjon, for eksempel telt og lignende små gjenstander.
tips
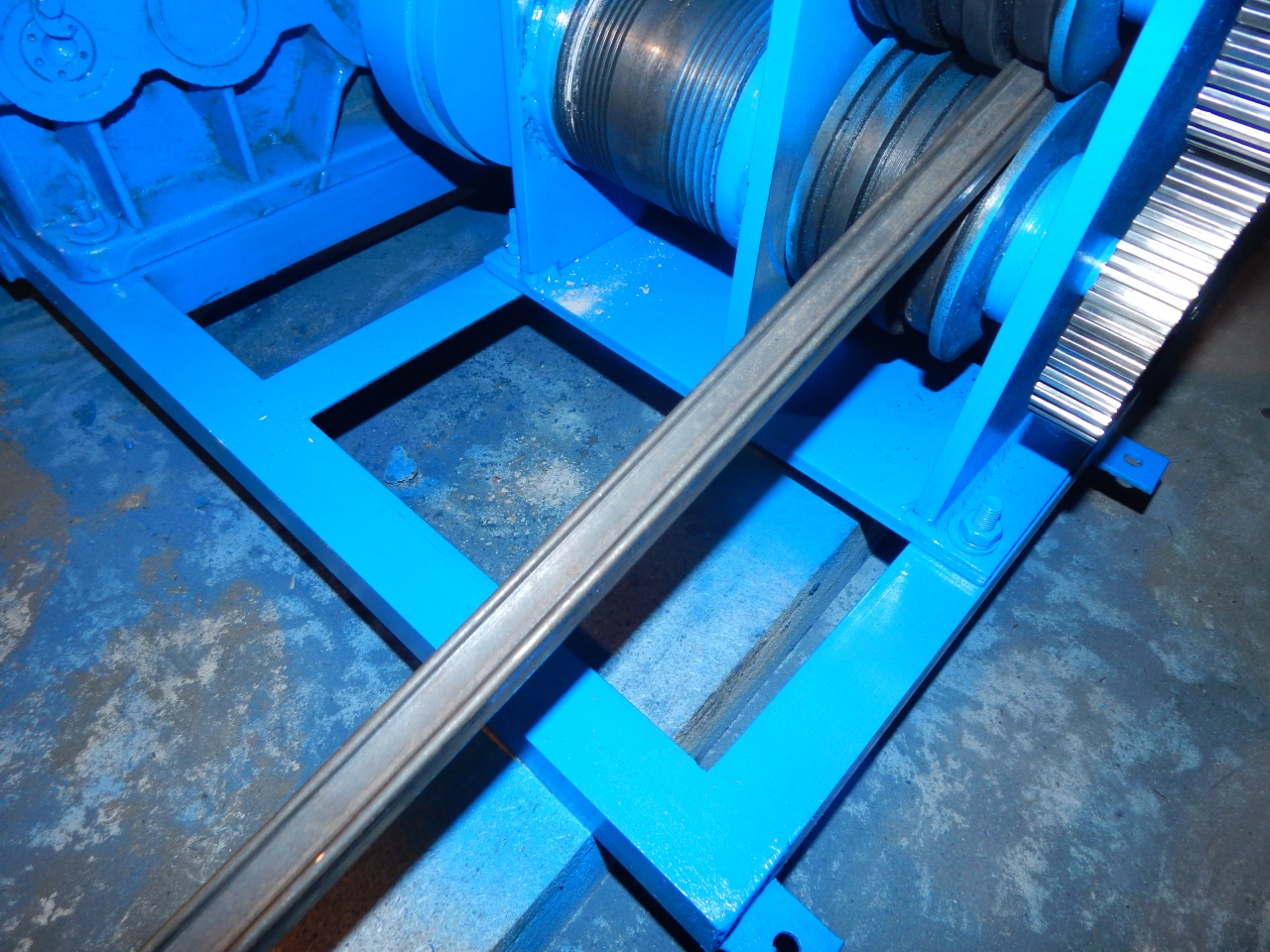
For å gjøre rørene, som diskuteres i denne artikkelen, bruk spesielle ruller. De kan ha stor kraft, med hjelp av hvilke rørene under den etablerte delen blir deformert. Hvis du selv ønsker å lage et rør av denne typen, som ikke vil bære en stor belastning, for eksempel for produksjon av møbler eller drivhus, er det nok å kjøpe en liten maskin som kan lage en metallprofil. Og hvis det er nødvendig å produsere profilrør som tåler visse belastninger, det vil si, de vil bli brukt til å utforme lagerstrukturer, så er det allerede behov for å kjøpe ferdige elementer som er produsert ved hjelp av en spesiell teknologi og under fabrikkforhold.


Produksjonen på fabrikken skjer i henhold til følgende trinn:
- Anlegget mottar store skinner av spolejern, som er skåret i strimler som tilsvarer den delen av røret som fremstilles;
- Ved bruk av en sveisemaskin er alle strimlene koblet til en lang stripe som er viklet på en trommel;
- Legg deretter dette båndet i maskinen, som danner stripen i et rør med et sirkulært tverrsnitt;
- etter dette er embransene sveiset inn i ett helt rundt rør;
- så blir de sveisede elementene avkjølt og behandlet;
- Etter bearbeiding plasseres rørene i en maskin som allerede danner en sirkulær del med et etablert tverrsnitt, det vil si i et rør med et kvadratisk, rektangulært eller ovalt tverrsnitt.
Eksperter anbefaler å bruke 4 ruller i produksjonen av et kvadratisk rør, og en maskin med 2 ruller i fremstillingen av et ovalt rør.

Etter at rørene er produsert, må de også testes for overholdelse av standardene for GOST.
For å gjøre dette, bruk disse kontrollmetodene:
- Feilsøkingsmetode for feiloppdagelse, som avslører magnetisk og elektrisk pålitelighet.
- En visuell inspeksjon avslører mulige forekomster av feil, spor, uregelmessigheter og lignende kriterier som den forrige fasen av inspeksjonen ikke kan avsløre.

Etter fullføring av testen oppvarmes og avkjøles strukturen. Produktet gjennomgår således varmebehandling. Hvis selvfabrikasjon utføres, er det bedre å utføre høytemperaturbehandling ved hjelp av en blow torch-type lampe. Men det er bedre å ikke lage et slikt rør selv, siden det krever tilstedeværelse av 4 ruller, samt en spesialmaskin som utfører arbeid med høyt støynivå, noe som er uakseptabelt for levekårene.
Hvis et rør er produsert med en firkantet seksjon, må produktet oppfylle GOST 8639-82 standardene. Hvis den har et rektangulært tverrsnitt, må standardene til GOST 8645-68 overholdes, og hvis røret har et ovalt tverrsnitt, må det overholde GOST 8642-68. Men etter produksjonen, bør den testes, siden det er på denne måten at du kan være trygg på kvaliteten på produktet.

Statens standarder tillot tilstedeværelsen av slike feil:
- På toppen av det ferdige materialet kan det være små nicks, bukser, dross og spor av skraprengjøring;
- I henhold til standardene, er det tillatt med en liten mekanisk skade, et tynt skikt, rester av metallflekker og spor etter eliminering av feil ved sveisen.
Etter produksjon og inspeksjon er endene justert til en størrelse, trimingen utføres strengt i en vinkel på 90 grader.
I tilfelle slike deler vil bli brukt som materiale for å flytte væsker under trykk, er det nødvendig å ta elementer som er i stand til å motstå mulige trykkfall. Et slikt kriterium kan beregnes med en spesielt opprettet formel. For å beregne trykkvirkningsindeksen med tilstedeværelse av en rektangulær eller firkantet seksjon, er det nødvendig å bruke formler som er utformet for en bestemt seksjonsform.
Se også videoen på hvordan du produserer formede rør.



















