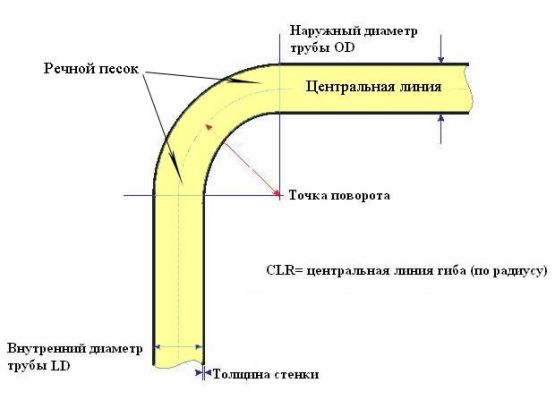
Rørbøyere for profilrør: designfunksjoner og uavhengig produksjon

Rørbenderen er en spesiell enhet av en manuell type eller en produksjonsmaskin designet for å bøye et rør av forskjellige materialer i en viss vinkel. Serielle enheter er forskjellige i operasjonsprinsippet og kan ha forskjellige typer stasjoner, men å jobbe på noen av disse enhetene krever litt erfaring.
Du kan bruke aluminium, krom, kobber, vanlig og rustfritt stål eller plastrør med en diameter på 5 til 1220 mm eller en profil med en annen seksjon. Bøyevinkel - opp til 180 grader.


Enhet og formål
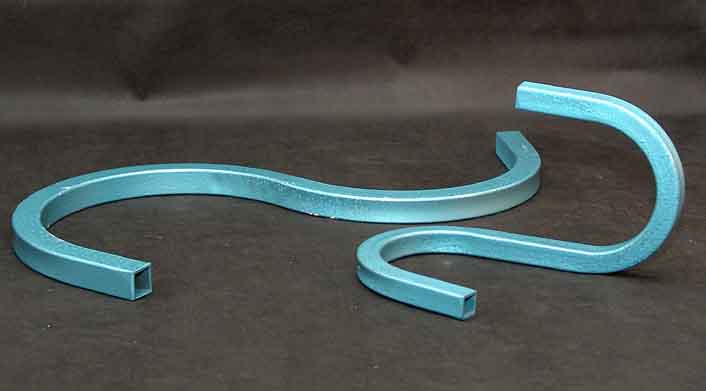
Rektangulære, ovale og firkantede rør i seksjon kalles formede rør. En slik maskin kan gjøres for hånd, kjøpt i en butikk eller på markedet av byggematerialer. I denne artikkelen vil vi se på hvordan du lager en slik enhet med egne hender.
Ved produksjon av et baldakin, en drivhusramme, et baldakin, metallmøbler og andre konstruksjoner, er det å foretrekke å bruke bøyede rør, da slike rør har flate flater, noe som gjør det praktisk å montere takmaterialet. Under hjemlige forhold er det ikke lett å bøye røret uten deformasjoner og krøller.


Derfor brukes en rørbender. I de fleste tilfeller er denne enheten utstyrt med en hydromekanisk eller elektromekanisk stasjon. Med hjelpen er det mulig å bøye røret under noen grad. For fremstilling av deler kan du bøye rør på spesielle produksjonsmekanismer. Men vurderer deres høye kostnader, det er bedre å montere en rørbøyemaskin med egne hender hjemme. Montering er laget av tilgjengelige og ofte tilgjengelige materialer. Lett konstruksjon tar ikke mye plass i garasjen eller på gården.
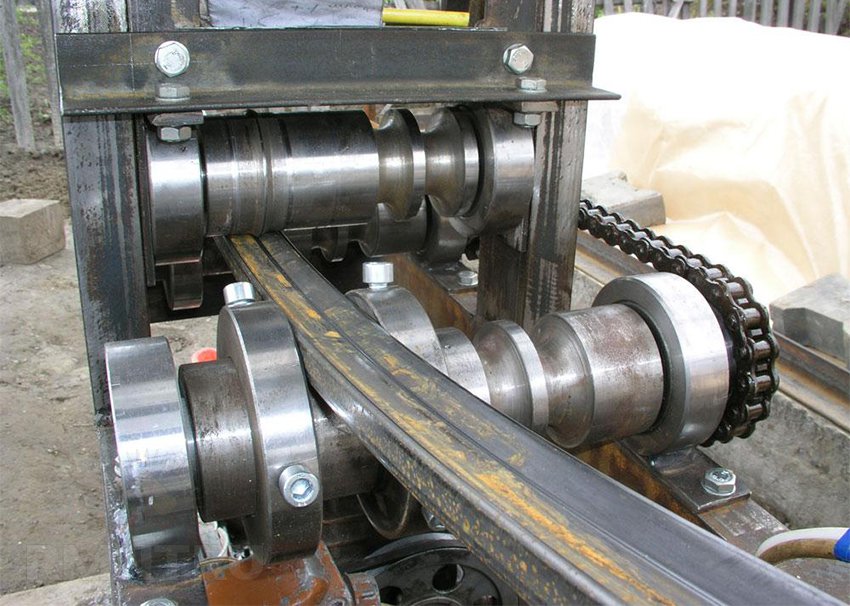
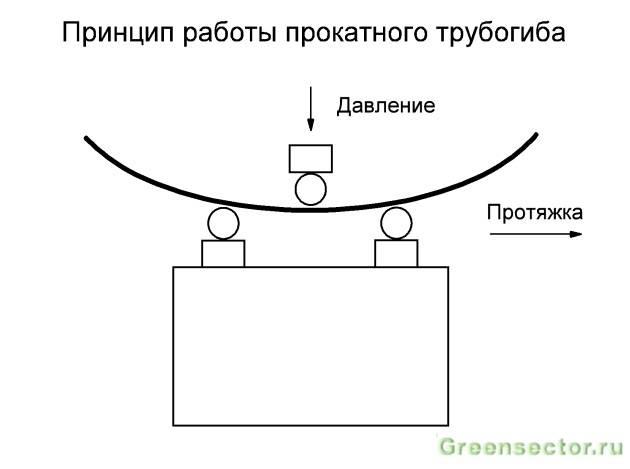
Hoveddelene som brukes til en slik maskin er akslene (rullene), spaken (jack), kjørekjeden, den hydrauliske sylinderen, rotasjonsaksen, rammen for enheten. Rammen kan lukkes og åpnes. Hovedkomponenten i en slik anordning anses å være den hydrauliske sylinderen som utfører kraftrollen. Prinsippet om bruk av en hjemmelaget rørbender er alltid den samme - arbeidsstykket er plassert på rullestoppene, og i midten er det en stopprulle som utøver trykk på røret og bøyer det til ønsket radius.

Rullene etablerer sylindrisk eller rillet, avhengig av arbeidsstykkets størrelse og form. For en bred og flatt profil er glatte ruller praktiske å bruke, for høye og smale ruller med en sporstyring kreves. Mer etterspurt universelle ruller. Ved behov er styreskinner festet til rørformet underlag. Denne mekanismen krever utgifter av fysisk styrke. For å lette arbeidet med maskiner utstyre hydrauliske aktuatorer. I tillegg er de utstyrt med en elektrisk girmotor (enkelorm orm). Valget av type girkasse avhenger av rørets diameter. Slike tilleggsinstallasjoner gjør det mulig å bøye rør med stor diameter.


Operasjonsprinsipp
Bøyningen av profilrøret skjer på prinsippet om rulling eller rulling. For folding av rør av liten seksjon, kan man anvende enkle metoder ved hånden, som ikke krever etablering av en kompleks mekanisme.
Disse inkluderer:
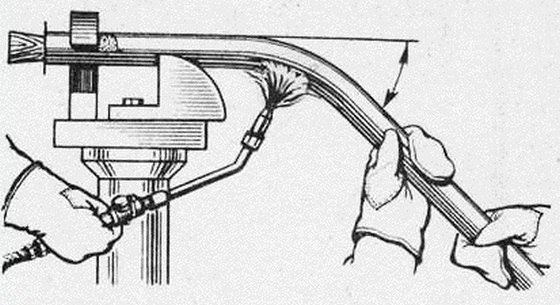
- Fylling med sand. Innsiden av det forberedte rør er fylt med fin sand, tidligere tørket og siktet. Hull på begge sider er lukket med trafikkork.Videre bøyer røret i et mønster av ønsket form. Om nødvendig oppvarmes brettstedet med en blowtorch eller en gasslampe til rødmen. Denne metoden er tidkrevende, har lav kvalitet og lav nøyaktighet.
- Fylling med vann. For å bøye en profil med vann må den først fryses. Røret er forseglet i den ene enden med en stopper, fylt med vann og plassert i kulde. I begge tilfeller bør begge ender av røret være lukket med en stopper slik at når isen ekspanderer, vil den ikke bryte røret. Deretter bøyes den frosne profilen med en mal. Denne teknologien passer godt til tynnveggede kobber- og aluminiumrør.

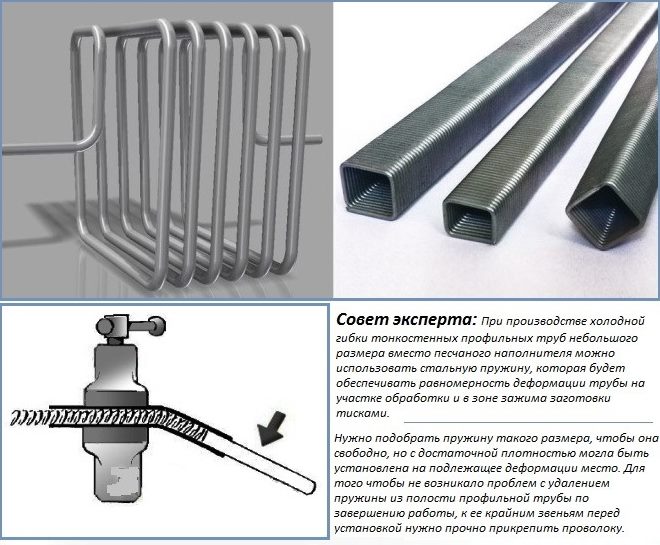
- Spring. På forhånd er en spiral krøllet fra metalltråden, hvis dimensjoner er 3-5% mindre enn den indre profildelen. Våren er plassert inne, og etter at røret kan bøyes på en enkel måte med en mal. Etter ferdigstillelse av arbeidet fjernes fjæren, utjevnes, og den kan gjenbrukes.
- Sveising, skjæring. Denne metoden brukes hvis bøyningsradiusen er minimal og røret er tykkvegget. Fra innsiden av den tiltenkte bøyningen, i henhold til tidligere produserte geometriske beregninger, blir segmentene kuttet ved hjelp av en grinder. Røret er vippet til ønsket radius, og de tilkoplede sidene av utsparingene sveises med en sveisemaskin. For estetiske formål, sveises sømmer av en grinder.


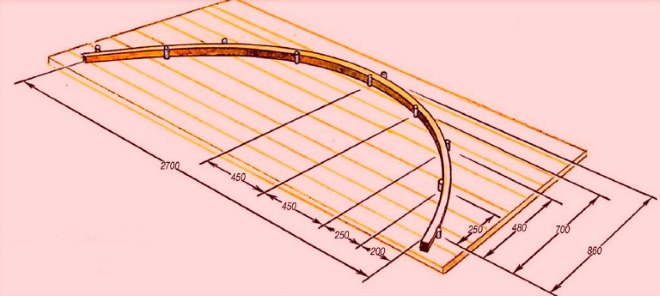
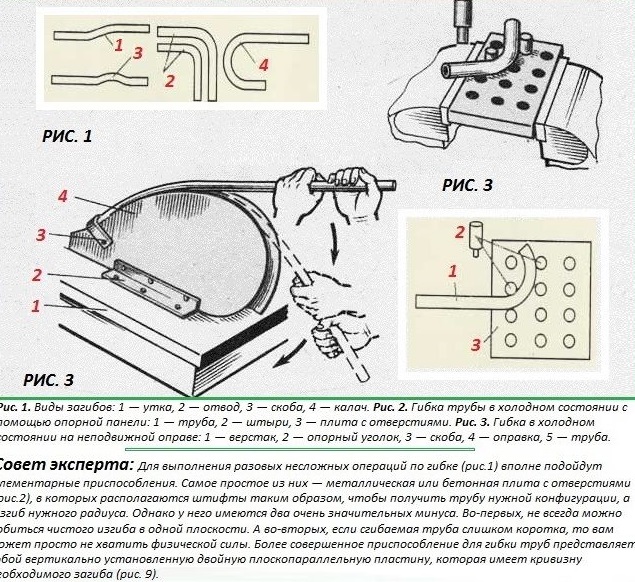
- Den enkleste designen er rørbøyning ved hjelp av en mal. Denne metoden er beregnet på fremstilling av emner av samme type i store mengder. For fremstilling av slike maler, bruk treplater med en tykkelse på minst 2-3 cm. Limer (sider) av noe materiale installeres langs kantene på den ferdige prøven slik at profilen ikke glir av under arbeidet. Feste systemet til gulvet eller et hvilket som helst fly, bestemme vekten for metallprofilen. Etter å ha bygget den mellom ambolten og malen, trykk forsiktig på den motsatte enden, og sørg for jevnt trykk over hele flyet. For å lette pressingen av røret, brukes en ekstra spak, en vinsj. Denne metoden passer for en profil med en diameter på ikke mer enn 1 tommer. Ved bruk av en større profil i stedet for en tremal, brukes forsterkningsemner, opprettholder ønsket radius, de er festet i en betongbase.

Fordelen med denne metoden er den lave kostnaden og det enkle arbeidet, men nøyaktigheten og kvaliteten på arbeidsstykkene under bearbeiding vil bli preget av lave priser. I tillegg må du produsere et nytt mønster hver gang du må bøye en annen radius. Dette alternativet er velegnet for bøyning av aluminium og kobberrør.
Fremgangsmåtene som er gitt ovenfor virker ved hjelp av muskelstyrke, derfor brukes de bare for tynnveggede profiler med lav styrke. For rør med større tverrsnitt er det behov for spesielle maskiner med elektrisk mekanisme. Men dette betyr ikke at det er nødvendig å kjøpe en produksjonsmaskin uten feil. Manuell girkasse er enkel å montere selv.

Typer maskiner
I henhold til driftskravene er det faste (stasjonære) og manuelle maskiner. Stasjonære strukturer brukes i større grad i fabrikker. En håndlaget håndlaget enhet er mer egnet for husarbeid.
Avhengig av stasjonen er det flere typer rørbøyningsenheter:
- hydraulisk (hydraulikkuttak påført). Det er stasjonært og manuell. Bøy rør med en diameter på opptil 3 tommer. Slike maskiner brukes i spesielle næringer og kan utføre en imponerende mengde arbeid.
- Mekanisk. Trykket dannes manuelt med hovedskruen eller spaken.
- Elektrisk. Bøyning skjer på bekostning av den elektriske motoren), egnet for bøyning av rør - både med tynn og tykke vegger. Takket være elektronikken er det gjort nøyaktige beregninger av bøyevinkelen. Slike rør har ingen deformasjoner.
- Electro. Den hydrauliske sylinderen drives av en elektrisk motor.



Rørbøyemaskiner på evnen til rørbøyning er delt inn i mekanismer som opererer med rør med en diameter på opptil 16 mm, 20 mm, 32 mm, 50 mm, 76 mm.
Å bøye et rør kanskje på forskjellige måter.
I denne forbindelse er benders ved bøyningsmetoden delt inn i:
- Segmentet. De leveres med en spesiell enhet som samtidig trekker og bøyer arbeidsstykket i ønsket vinkel rundt segmentet.
- Maskinens kryssbåtsvisning. Utstyrt med en spesiell mekanisme som består av en bøyekomponent.

- Vårenheter. Utstyrt med fjærer. På slike maskiner er det mulig å bearbeide metalldeler.
- Sod. Består av en guide som er plassert inne i røret før du starter arbeidet. Et slikt element med en dorn beskytter delen mot deformasjon og flatering. Denne maskinen brukes i produksjon av bilrør og for bøyning av aluminiumrør.
- Lintfritt Bøying utføres ved å vikle delen på bøyevalsen.

Lengden på arbeidsstykket, som må bøyes, bruker to typer enheter:
- håndtak maskiner;
- rullende enheter.
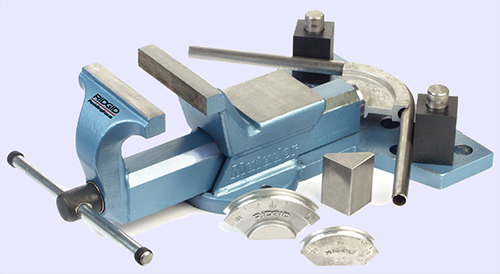
Lever-type enheter anses å være de vanligste. Også tilgjengelig i industriell produksjon er turf og armbue rørbøyere. Driftsprinsippet for slike maskiner består av to styrruller og en trykkmåler (dorn). En slik mekanisme gjør det mulig å utføre kald behandling av runde metallrør i små områder. På grunn av sin lille størrelse anses armbuebenderen å være den vanligste enheten blant profesjonelle installatører av teknisk kommunikasjon. Enheten fikk navnet på grunn av det faktum at designet ligner en armbue.
Men denne typen metode fører til et rør til en rettferdig strekning langs den utvendige bøyningsradiusen, noe som påvirker reduksjonen av veggtykkelsen og dens brudd. Spesielt er armbue-metoden ikke egnet for bøyning av tynnveggede rør.

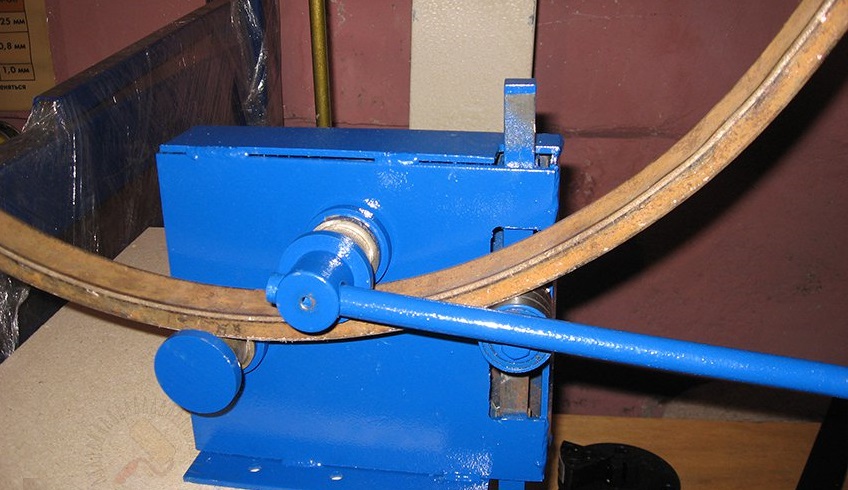
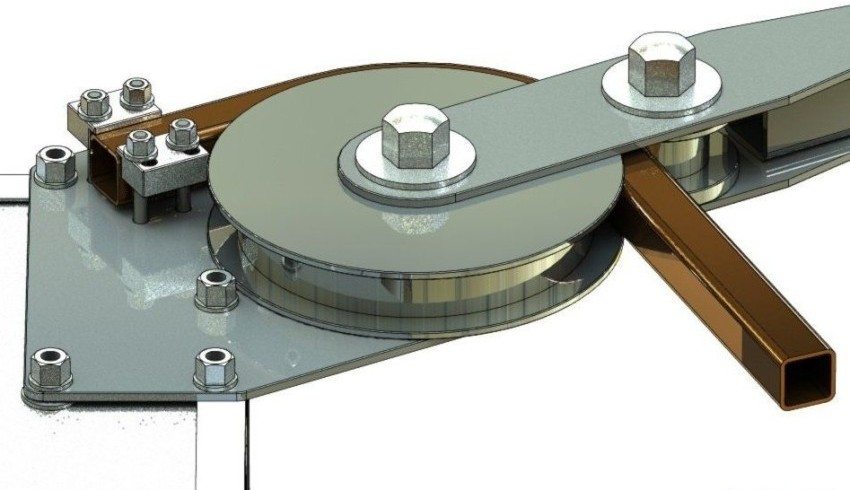
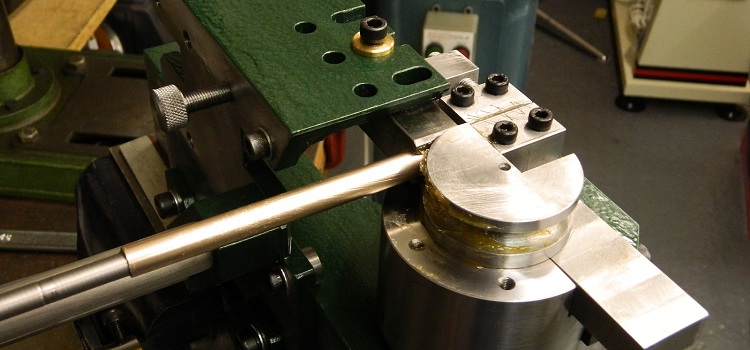
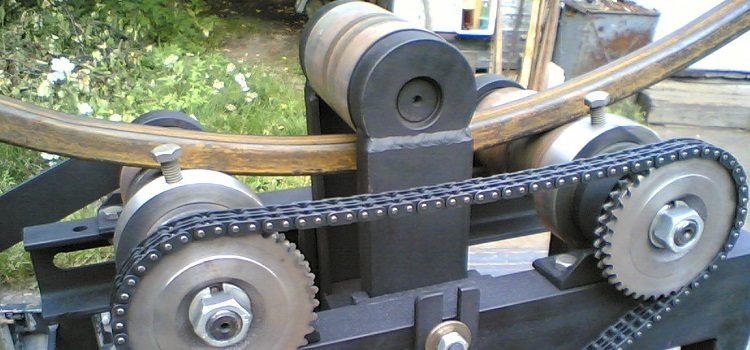
For produksjon av et betydelig antall monotypiske deler av liten radius av bøyning, er det mulig å bruke en rørbender-snegle. Denne enheten består av to remskiver (hjul) med forskjellig diameter, festet på akslene. Ved å feste en ende av røret mot hjulet presser en rulle med den minste diameteren (hovedhjulet) arbeidsstykket samtidig som rullen ruller over arbeidsstykkets seksjon. På grunn av det som røret er bøyd langs overflaten av den store remskiven, får man sin form. Den eneste ulempen ved denne metoden er at det ikke er mulig å utvinne kurver med større radius.
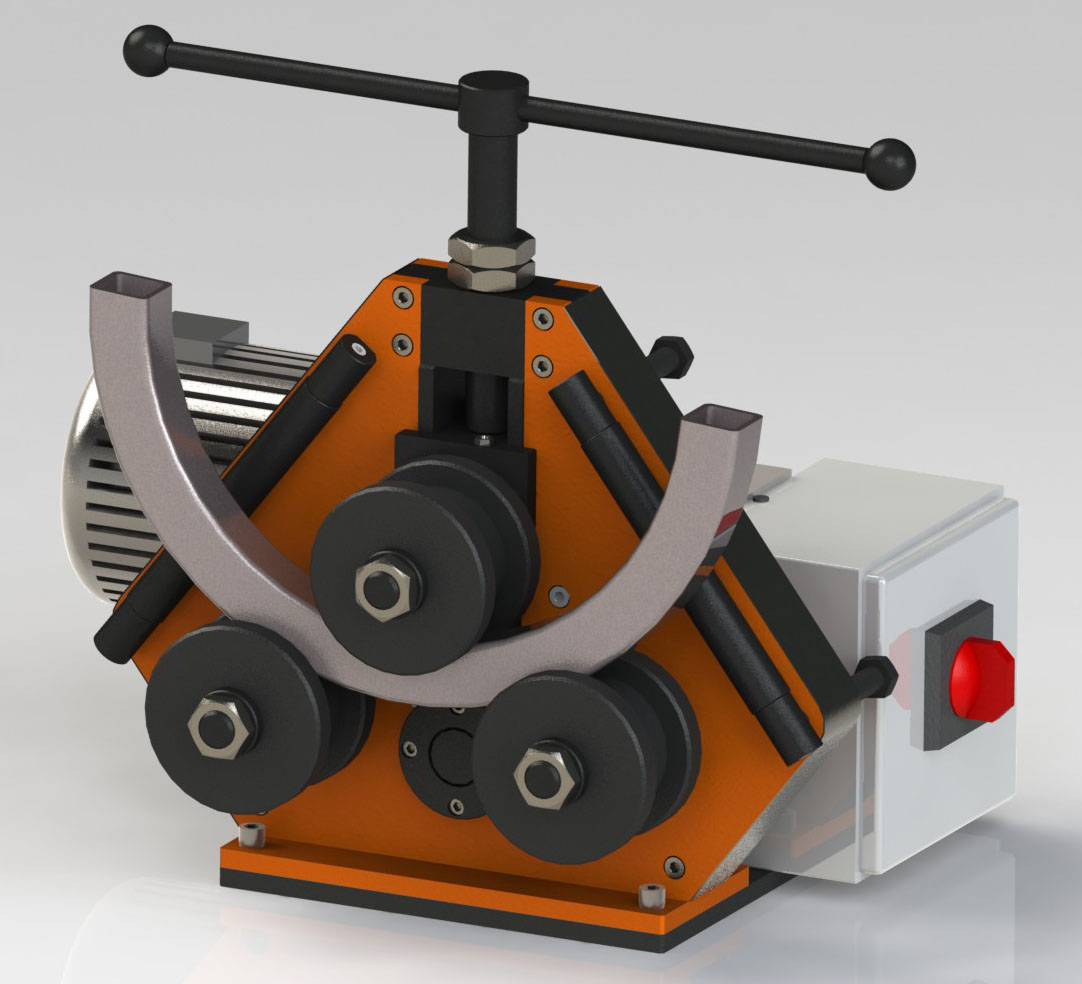
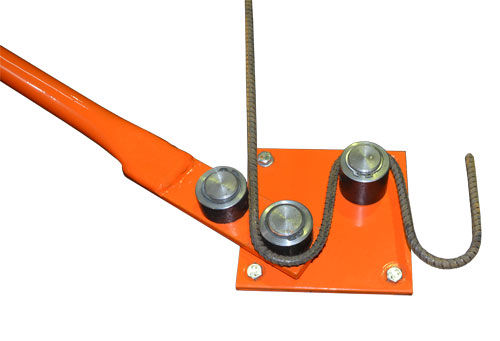
Praktisk og allsidig i arbeidet er rullende (bøyende) maskiner, håndlaget, der du kan justere deformasjonsvinkelen til et metallrør. Det enkleste systemet på rullemaskinen består av en bunn og en drivaksel festet på den, plassert i en viss avstand fra hverandre. Trykket utøves på røret med en bevegelig rulle, og dens trekking utføres ved å rotere hovedakslene. Når du lager små radiusbuer, må du fullføre 50-100 løp. For å unngå deformasjon bør du rulle produktet med samme hastighet. Det vil være vanskelig å montere rullemekanismen uavhengig i hjemmemiljøet, da det er nødvendig å dreie og sveise.


Nødvendige verktøy og materialer
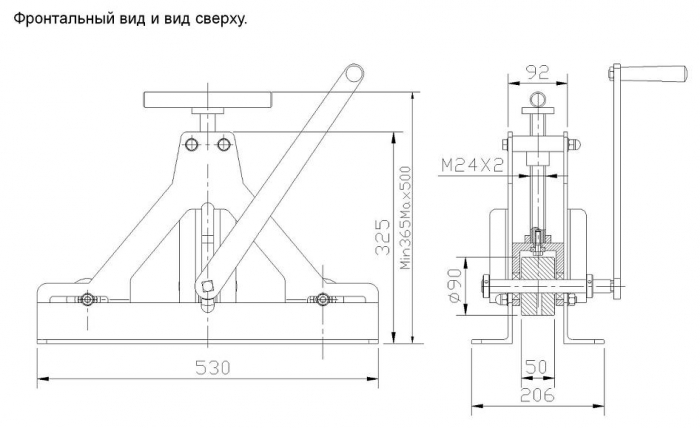
Først må du utvikle riktig ordning (tegning) med nøyaktige målinger og nødvendige materialer. Før vi monterer maskinen, bestemmer vi hvilken profilbøyeradius som vil være mer nødvendig. På grunnlag av dette velger du hjulets størrelse.
Ved utarbeidelsen av tegningen av en hjemmelaget maskin må du følge hovedregelen - styrke og lyshet i konstruksjonen. Følgende kraftverktøy vil også være nødvendig: en sveisemaskin, en skrutrekker, et bulgarsk, skjære- og slipeskive, en hammer, en skrue, en borer.

Byggesystem
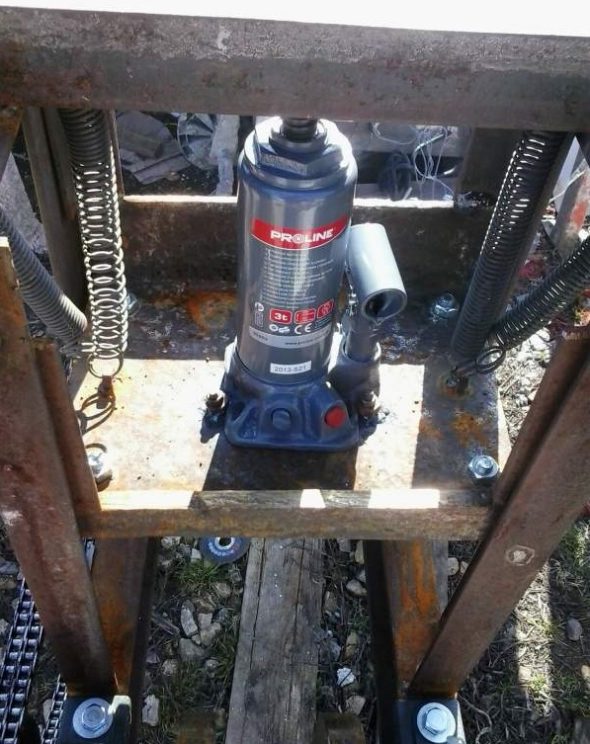
Det er mulig å konstruere en hydraulisk maskin for punktbøyning fra 2 deler av en kanal, 4 vinkler og 2 deler av fingrene fra en traktorbane. Avbøyningen av røret gir den vanlige hydrauliske spaken (jack) med en kraft på minst 5 tonn. En metall "sko" er montert på den. Det kan bestilles og kjøpes fra en turner eller få mest mulig ut av den gamle remskiven. "Trickle" breddegrad skal tilsvare profilbredden. Klipper halvparten av remskiven og borer en stikkontakt i den for stangstangen, vi får et hydromekanisk drivsystem. Basen på den hjemmelagde maskinen er 4 hjørner (hylle 60-80 mm), som er festet til metallplaten. To kanaler sveises til de øvre sidene samtidig. Hullene blir symmetrisk boret i kanalveggene for å regulere bøyningsvinkelen på emnet.
En slik maskin er veldig enkel å bruke. I hullene i kanalen plasseres 2 metallfinger og legger på dem ruller stopper. Jacken med skoen er hevet på en slik måte at profilen passer mellom den og stoppene. Etter installasjon virker rørene på jackhåndtaket og danner ønsket bøye.

Rørbenderen kan også utformes med egne hender. For å bygge den trenger du to lineære målere av kanalen (veggnivå 15-20 cm), som vil være rack og base. For ruller kan du bruke 6 små biter av metallrør, som vil tjene som holder for lagre. Av den grunn må rørets innvendige størrelse svare til lagerets ytre verdi. Etter at dreiebenken lager aksler for bøyningsruller, fortsett til montering av sengen.
På grunn av rotasjonen av håndtaket som er festet til mellomstoppets aksel, utføres bøyning av profilrøret. Det er mulig å sette profilens bøyningsradius ved å vippe svingkanalen og rullene som ligger langs kantene. Til dette formålet er rullene ikke sveiset til rammen, men blir gjort glidende. Hydraulisk kontakt kan erstattes med bil.
For den enkleste maskinen vil kreve følgende elementer:
- jack;
- holdbare fjærer;
- stålprofiler for rammekonstruksjon;
- ruller (aksler) - tre stykker;
- kjørkjede.
Deretter samler du enheten. Vi installerer en sterk ramme, hvor detaljer er forbundet med sveising eller bolter. I følge tegningen settes rotasjonsaksen og rullene. Axlene er festet på en slik måte at de to ytre akslene befinner seg over midten, og danner en bue. Avstanden mellom rullene bestemmer bøyningsradiusen til profilrøret. For drift av en slik mekanisme brukes en kjedeoverføring som består av tre gir og en gammel kjede (reservedeler fra en bil, motorsykkel eller annet utstyr). For å få hele det samlede systemet til å fungere, trenger du et håndtak som festes til en av rullene (aksler) og skaper den nødvendige rotasjonskraften.


Maskinen for å bøye profilrøret kan også opprettes for hånd. For denne mekanismen består sengen av en kanal med en lengde på 77 og en høyde på 10 cm.
Vi monterer konstruksjonen i henhold til instruksjonene:
- Fra metallstrimlen 5 millimeter bredt, er 4 hovedstativer kuttet for små aksler, og profilen vil bevege seg langs dem. I den øvre enden klipper du ut åpningen for valsens rotasjonsakse. Størrelsen på rekkene - 5 * 10 cm.
- Racks er festet til kanalen med en sveisemaskin, som holder en avstand på 30 cm. Ruller for aksler finnes på byggematerialemarkedet.
- Deretter kuttes en tallerken under maskinen av en metallplate 8 mm tykk. Platen har en størrelse på 25 * 25 cm. En sentralvals er installert på platen, ved å rotere hvilken profilen vil bevege seg.
- På enden av platene plasseres strimler av tre med en bredde på 10 millimeter, som er festet med superlim. At ved en sving rullet ikke på en plate, er disse støttene nødvendige.


- For å installere rullen trenger du 2 lagre, i dybden som akselaksen roterer.Lagrene er festet med bolter i åpningene boret fra innsiden av støtter.
- Deretter må du lage 4 reoler på 40 cm i lengden, og bruke det 50. hjørnet og feste dem med sveising langs kantene på platen med hovedakselen, og fest den på maskinstasjonen. Platen er plassert i den sentrale delen av stolpene, og holder avstanden mellom rullens akser, lik størrelsen på profilen du planlegger å arbeide med.
- Pluggene er kuttet ut av 8 mm metallplater, sveisingen er festet til det øvre fragmentet av stativene. Deretter må du lage en tallerken under maskinens omslag, der justeringsskruen er installert. Fra innsiden av platen bores et hull tilsvarende diameteren på skruen som brukes.


- I proppene er det borede åpninger for bolter (10 mm i diameter) og dekselet er festet i stativ.
- En tråd kuttes inn i åpningen og en hæl er skrudd inn, midt i hvilken klemskruen roterer.
- Et 15 mm hjørne sveises til platen, som er en ekstern skruestopp. I hjørnet under skruen er det boret blenderåpning, synkronakse i hælen. En skikkelig tråd kuttes i åpningen.
- Det er fortsatt å feste håndtaket for hovedakselen og fikse det til valsens akse. Håndtaket kan gjøres fra ventilen fra skodder eller et stykke armering av ønsket lengde.


Monteringsteknologi
For å beskytte den samlede strukturen mot fuktighet, er den dekket med en spesiell løsning som vil beskytte mot rust, og deretter malte. I hydrauliske maskiner er det mulig å utføre bøyning av et formet rør av forskjellige materialer og tykke vegger. Utfør en lignende prosedyre muligens kald og varm (forvarming av rør). Hensikten med den varme metoden - røret oppvarmes utenfor eller varmluft føres inn i røret, noe som øker dets plasticitet, henholdsvis øker bøyekvalitetsindikatorene. Kald - denne metoden er enkel, den brukes til plastrør.
Før bøyning er slike rør fylt med salt, olje, sand, vann, noe som gjør det mulig å produsere den mest høykvalitets bøyningen uten betydelig skade på røret.

Nyttige tips
- Avtakbare ruller av ulike typer vil gi en mulighet til å arbeide med både det formede rør og den runde.
- Til bøyemekanismen var de mest multifunksjonelle drivhjulene, det er ønskelig å bevege seg. På grunn av dette er det mulig å endre radius av rørbrudd.
- Hvis bøyningen utføres ved hjelp av en mal, så er det mulig å bruke stangkroker til stoppet for at røret skal passe godt til prøven.
- Hvis profilrøret må bøyes under den største radius, er det mer riktig å bruke en tre-rulle rørbender.
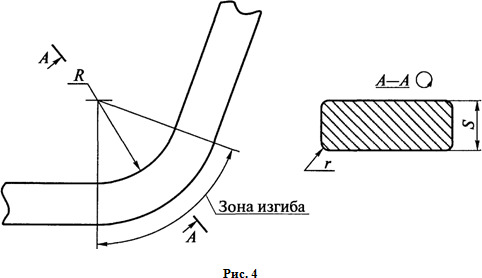
- Det skal huskes at profilen på bøyningsstedet mister sin styrke. Av denne grunn, hvis det brukes vinkler nærmere 90 grader, er det best å kutte røret og ved sveising gi den ønsket bøyningsvinkel.


- En detaljert bruksanvisning er koblet til hver fabrikkmaskin, hvor alle egenskaper og tekniske data på enheten er angitt. For at maskinen skal kunne tjene lenge og uten sammenbrudd, er det nødvendig å gjøre seg kjent med instruksjonene før du starter arbeidet.
- Ikke glem personlig beskyttelsesutstyr. Under arbeidet med kvernen må du bruke briller eller et sikkerhetsskjold, og det sveisede saken skal utføres i spesielle klær, hansker og sveisemaske.
I den neste videoen finner du komplette instruksjoner for montering av en rørbender hjemme.



















